Содержание
Блок цилиндров: как он появился, развивался и зачем вообще нужен

На первый взгляд, поставленный в заголовке вопрос выглядит бессмысленно. Что значит «зачем вообще нужен блок цилиндров»? Он представляется как некая вечная данность, как основа всего и вся. А ведь у первых автомобилей с ДВС никакого блока цилиндров не было! Сейчас, долгими январскими вечерами, самое время вернуться к самым-самым истокам, вспомнить «лихие 30-е» и проследить эволюцию от примитивных конструкций конца XIX века до современных алюсиловых моторов. И убедиться, насколько много общего они имеют.
Г ражданское моторостроение – это очень консервативная отрасль. Все те же коленчатый вал, поршни, цилиндры, клапаны, как и 100 лет назад. Удивительные бесшатунные, аксиальные и другие схемы никак не хотят внедряться, доказывая свою непрактичность. Даже двигатель Ванкеля, большой прорыв шестидесятых, фактически остался в прошлом.
Все современные «новшества», если присмотреться, лишь внедрение гоночных технологий пятидесятилетней давности, приправленное дешевой в производстве электроникой для более точного управления «железяками». Прогресс в строительстве двигателей внутреннего сгорания – скорее в синергии небольших изменений, чем в глобальных прорывах.
И жаловаться-то вроде бы грех. Про надежность и ремонтопригодность в этот раз не будем, а мощость, чистота и экономичность современных двигателей для человека из семидесятых годов показались бы истинным чудом. А если отмотать еще несколько десятилетий?
Сотню лет назад моторы были еще карбюраторные, с зажиганием от магнето, обычно нижнеклапанные или даже с «автоматическим» впускным клапаном… И ни о каких наддувах еще и не думали. А еще старые-старые двигатели не имели детали, которая сейчас является главным его компонентом – блока цилиндров.
До внедрения блока
Первые моторы имели картер, цилиндр (или несколько цилиндров), но блока у них не было. Вы удивитесь, но основа конструкции – картер – частенько был негерметичным, поршни и шатуны были открыты всем ветрам, а смазывались из масленки капельным способом. Да и само слово «картер» сложно применимо к конструкции, сохраняющей взаимное положение коленчатого вала и цилиндра в виде ажурных кронштейнов.
У стационарных двигателей и судовых подобная схема сохраняется и по сей день, а автомобильные ДВС все же нуждались в большей герметичности. Дороги всегда были источником пыли, которая сильно вредит механизмам.
Первопроходцем в области «герметизации» считается компания De Dion-Bouton, которая в 1896 году запустила в серию мотор с цилиндрическим закрытым картером, внутри которого размещался кривошипно-шатунный механизм.
На фото: мотор Де-Дион
Правда, газораспределительный механизм с его кулачками и толкателями размещался еще открыто – это было сделано ради лучшего охлаждения и ремонта. Кстати, к 1900 году эта французская компания оказалась крупнейшим производителем машин и ДВС в мире, выпустив 3 200 моторов и 400 автомобилей, так что конструкция оказала сильное влияние на развитие моторостроения.
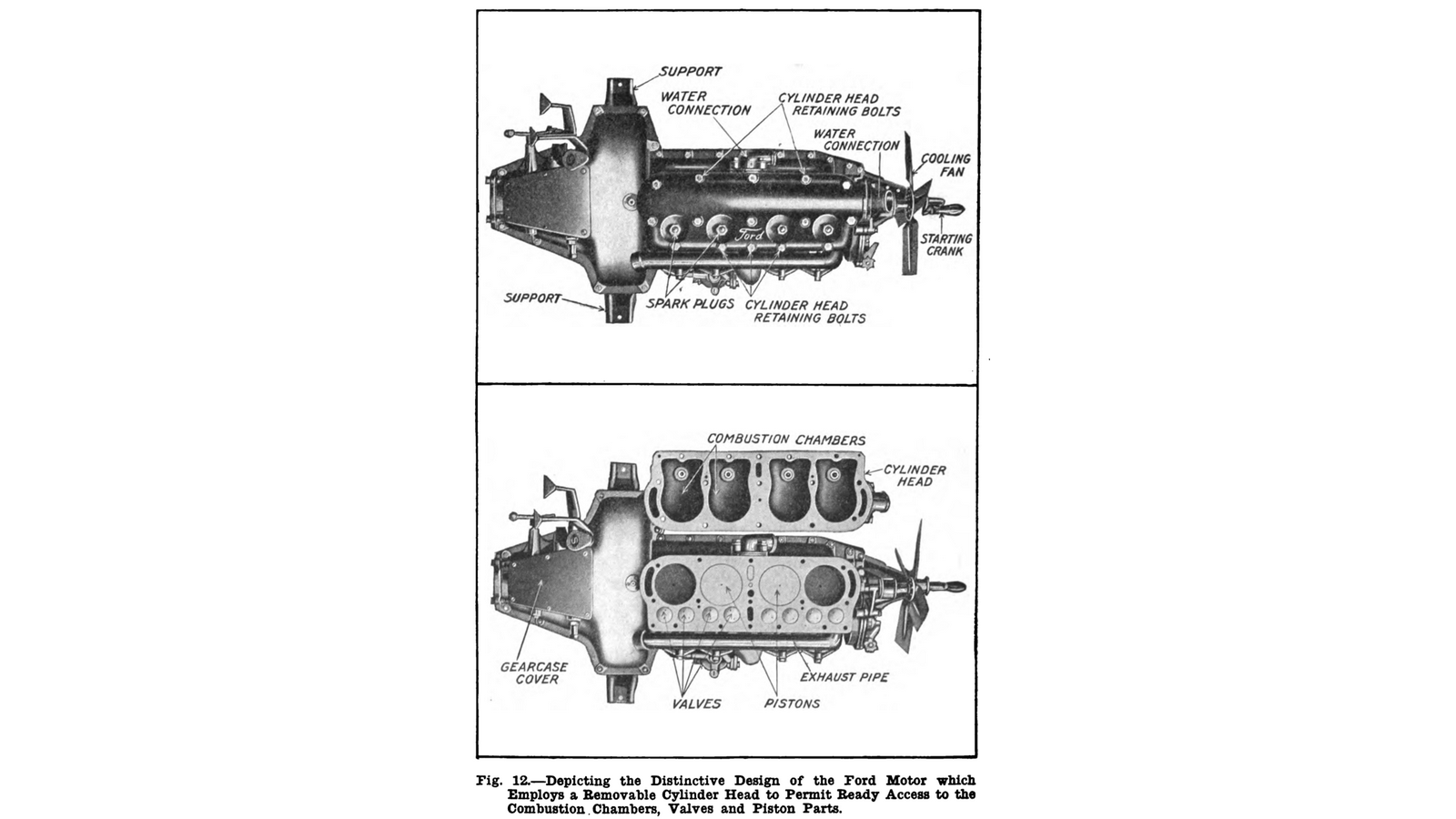
…и тут появляется Генри Форд
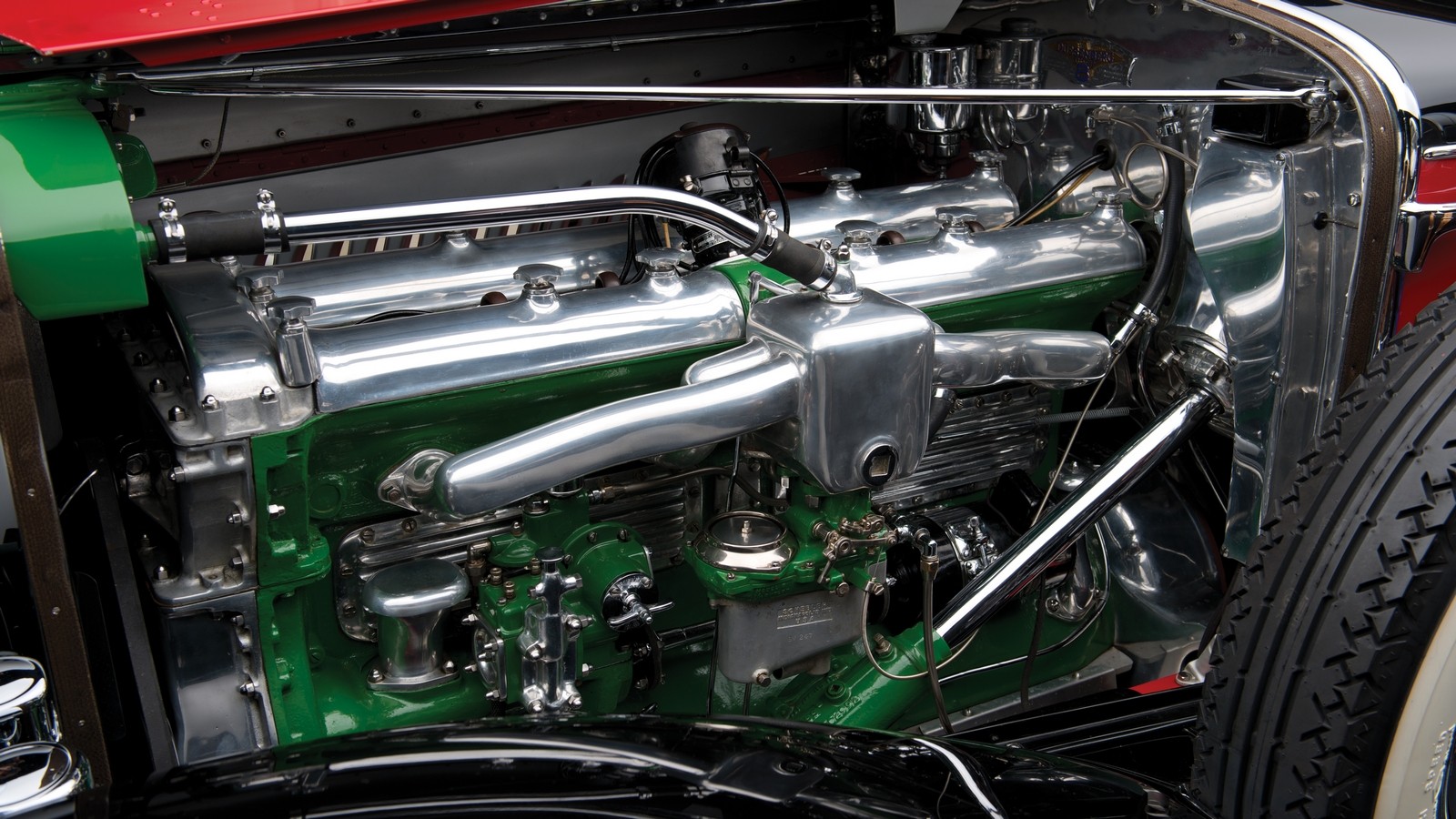
Первая массовая конструкция с цельным блоком цилиндров до сих пор остается одной из самых массовых машин в истории. Модель Ford T, появившаяся в 1908 году, имела четырехцилиндровый мотор, с чугунной головкой блока, нижними клапанами, чугунными поршнями и блоком цилиндров – опять же из чугуна. Объем мотора был вполне «взрослый» по тем временам, 2,9 литра, а мощность в 20 л. с. еще долго считали вполне достойным показателем.

На фото: двигатель Ford T
Более дорогие и сложные конструкции в те годы щеголяли раздельными цилиндрами и картером, к которому они крепились. Головки цилиндров часто были индивидуальными, и вся конструкция из головки цилиндра и самого цилиндра крепилась к картеру шпильками. После появления тенденции к укрупнению узлов картер часто оставался отдельной деталью, но блоки по два-три цилиндра все еще были съемными.
В чем смысл разделения цилиндров?
Конструкция с отдельными съемными цилиндрами выглядит сейчас несколько необычно, но до Второй мировой войны, несмотря на нововведения Генри Форда, это была одна из наиболее распространенных схем. У авиационных моторов и двигателей воздушного охлаждения она сохранилась и поныне. А у «воздушного оппозитника» Porsche 911 series 993 вплоть до 1998 года никакого блока цилиндров не было. Так зачем же разделять цилиндры?
Цилиндр в виде отдельной детали – штука вообще-то достаточно удобная. Его можно сделать из стали или любого другого подходящего материала, например, бронзы или чугуна. Внутреннюю поверхность можно покрыть слоем хрома или никельсодержащих сплавов, при необходимости сделав ее очень твердой. А снаружи нарастить развитую рубашку для воздушного охлаждения. Механическая обработка сравнительно компактного узла будет точной даже на достаточно простых станках, а при хорошем расчете крепления тепловые деформации будут минимальны. Можно сделать гальваническую обработку поверхности, благо деталь небольшая. Если у такого цилиндра появился износ или другие повреждения, то его можно снять с картера мотора и поставить новый.
Минусов тоже хватает. Помимо более высокой цены и высоких требований к качеству сборки моторов с раздельными цилиндрами серьезным недостатком является низкая жесткость такой конструкции. А значит – повышенные нагрузки и износ поршневой группы. Да и с водяным охлаждением сочетать «принцип раздельности» получается не очень удобно.
Из мейнстрима моторы с раздельными цилиндрами ушли уже очень давно – минусы перевесили. К середине тридцатых годов в автомобилестроении подобные конструкции уже почти не встречались. Разнообразные комбинированные конструкции – например, с блоками из нескольких цилиндров, общим картером и головкой блока – попадались на мелкосерийных люксовых авто с объемными моторами (можно вспомнить подзабытую марку Delage), но к концу 30-х это все вымерло.
Победа цельночугунной конструкции
Привычная нам сегодня конструкция победила благодаря своей простоте и низкой стоимости изготовления. Большая отливка из дешевого и прочного материала после точной механообработки получается все равно дешевле и надежнее, чем отдельные цилиндры и тщательная сборка всей конструкции. А на нижнеклапанных моторах клапаны и распределительный вал располагаются тут же, в блоке, что еще больше упрощает конструкцию.
Рубашка системы охлаждения отливалась в виде полостей в блоке. Для особых случаев можно было применить и отдельные гильзы цилиндров, но мотор на Ford T таких изысков не имел. Чугунные поршни со стальными компрессионными кольцами работали прямо по чугунному цилиндру. И кстати, маслосъемное кольцо в привычном нам виде там отсутствовало, его роль выполняло нижнее третье компрессионное, расположенное ниже поршневого пальца.

На фото: Ford Model T
Такая «цельночугуниевая» конструкция доказала свою надежность и технологичность за много лет производства. И была перенята у Форда такими массовыми производителями, как GM, на долгие последующие годы.
Правда, отливка блоков с большим числом цилиндров оказалась технологически сложной задачей, и многие моторы имели по два-три полублока с несколькими цилиндрами в каждом. Так, рядные «шестерки» тридцатых годов иногда имели два трехцилиндровых полублока, а уж рядные «восьмерки» и подавно изготавливали по такой схеме. Например, мощнейший мотор Duesenberg Model J был изготовлен именно так: два полублока были накрыты единой головкой.
На фото: двигатель Duesenberg J
Впрочем, к началу сороковых годов прогресс позволил создавать и цельные блоки такой длины. Например, блок Chevrolet Straight-8 «Flathead» был уже цельным, что снижало нагрузку на коленчатый вал.
Чугунные гильзы в чугунном же блоке тоже были достаточно удачным решением. Высокопрочный легированный химически стойкий чугун стоил дороже обычного, и отливать из него весь большой блок не имело смысла. А вот сравнительно небольшая «мокрая» или «сухая» гильза оказалась хорошим вариантом.
Освоенная в довоенные еще годы принципиальная конструкция моторов не меняется много десятилетий подряд. Блоки цилиндров многих современных моторов отлиты из серого чугуна, иногда со вставками из высокопрочного в зоне верхней мертвой точки. Например, чугунный блок имеет вполне современный Renault Kaptur с мотором F4R, об обслуживании которого мы писали на днях. Чугун хорош, в частности, тем, что блок из него легко поддается капремонту расточкой цилиндров большего диаметра. Если, конечно, производитель выпускает поршни «ремонтного» размера.

На фото: двигатель F4R
Правда, с годами блоки становятся все более «ажурными» и менее массивными. По ранним блокам цифры найти сложно, но давайте возьмем два семейства моторов с разницей чуть более чем в 10 лет. У блока серии GM Gen II середины 90-х толщина стенки моторов колебалась от 5 до 9 мм. У современного VW EA888 конца 2000-х – уже от 3 до 5. Но мы явно забегаем вперед…
Делаем блок легче
Утончение стенок, чем вовсю занимаются конструкторы в последние годы – это, как вы понимаете, не единственный способ снизить вес блока. В 20-30-е годы о экономии массы и топлива думали существенно меньше, чем сейчас, но первые попытки облегчения делались. И уже тогда додумались использовать алюминий.
На гоночных и спортивных машинах той эпохи можно было встретить симбиоз из алюминиевого картера и головки блока с чугунной отливкой блоков цилиндров. Затем прогресс в металлообработке позволил создать более удобный вариант подобного симбиоза. Блок цилиндров оставался цельным, но отливался из алюминия, что снижало его массу в три-четыре раза, в том числе и за счет лучших литьевых качеств металла. Сами же цилиндры изготавливали в виде чугунных гильз, которые запрессовывали в блок.
Гильзы делились на «сухие» и «мокрые», разница в общем-то понятна из названия. В блоках с сухой гильзой она вставлялась в алюминиевый цилиндр (или вокруг нее отливался блок) с натягом, а «мокрая» гильза просто закреплялась в блоке нижним концом, а при установке ГБЦ полость вокруг превращалась в рубашку охлаждения. Второй вариант оказался перспективнее на тот момент, поскольку упрощал отливку и снижал массу деталей. Но в дальнейшем рост требований к жесткости конструкции, а также сложность сборки подобных двигателей оставили эту технологию «за бортом» прогресса.
Сухие же гильзы в алюминиевом блоке – это и сейчас самый распространенный вариант изготовления детали. И один из самых удачных, ведь чугунная гильза изготавливается из высококачественного легированного чугуна, алюминиевый блок жесткий и легкий. К тому же теоретически эта конструкция еще и ремонтопригодна, как и чугунные блоки. Ведь изношенную гильзу можно «вынуть» и запрессовать новую.
Что дальше?
Единственная принципиально новая технология последних лет – это еще более легкие блоки с напылением сверхпрочного и сверхтонкого слоя на внутреннюю поверхность цилиндров. Подробно о плюсах и минусах, и даже о способах капремонта подобных конструкций я уже писал – повторяться смысла нет. Концептуально мы имеем все тот же ДВС образца 30-х годов. И есть все основания полагать, что до конца «эры внутреннего сгорания», когда доведут до ума электромобили, моторы на жидких углеводородах останутся примерно такими же.
Блок цилиндров двигателя — место где бешено крутится коленвал
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.






Сравнение алюминиевых и чугунных двигателей: плюсы и минусы

В последние годы стало модно перед покупкой автомобиля смотреть на его внешность, форму, интерьер и различные функции. Двигатель и коробки передач вместе с подвеской как-то незаметно стали отходить на второй план. Но это неправильно. Ведь автомобиль – это не модный новый смартфон или телевизор.
Для любого транспортного средства двигатель – это его сердце, без которого он не может осуществлять свою главную функцию. Тем не менее все еще есть водители, которые перед покупкой машины тщательно изучают ее техническо-механическую часть.
Но многие в итоге сталкиваются с дилеммой при выборе двигателя, задавая себе непростой вопрос: а какой двигатель лучше – алюминиевый или чугунный?
Восстановление блока цилиндров гильзами ремонтного размера
При значительном повреждении рабочей поверхности гильзы, или необходимости восстановления БЦ с гильзами крайнего размера ремонтного, гильзы можно заменить. Они просто растачиваются до полного их удаления.Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон. Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
Преимуществами алюминиевых блоков цилиндров с сухими гильзами
Преимуществами алюминиевых БЦ (блоков цилиндров) с сухими гильзами являются меньший вес мотора с таким блоком, его более быстрый прогрев и меньший объём антифриза, требующийся для нормального охлаждения, по сравнению с моторами на основе чугунного БЦ.Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.








Изготовление поршня из алюминия покрытого железом
Что бы как можно больше уменьшить промежуток промеж цилиндра и поршня, нужно делать их из металла с одинаковым тепловым расширением, т.е. из алюминия. Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.
Такой поршень нормально работает по алюминию цилиндра. Поскольку расширение алюминиевых поршня и цилиндра одинаковы, стало возможным сделать зазор между ними не более 0,02 мм. Для повышения износостойкости цилиндров, в алюминиевом сплаве БЦ увеличили содержание кремния более 18%.При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
Расточка и хонингование алюминевых блоков Silumal
Ремонт таких блоков цилиндров производится так же, как и чугунных, расточкой до ремонтного размера и последующим хонингованием.Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.











«Алюминиевые» двигатели и их преимущества
Использование в производстве современных технологий дает возможность изготовления легких «алюминиевых» двигателей, у которых блок цилиндров не имеет чугунных гильз. В рабочих поверхностях цилиндров в алюминиевых блоках электролитическим путем создается повышенное содержание кремния, а затем цилиндры подвергаются химическому травлению для создания на рабочей поверхности цилиндров износостойкой пористой пленки чистого кремния, хорошо удерживающей смазку.
Рабочие поверхности цилиндров современных алюминиевых блоков двигателей могут иметь покрытие, наносимое плазменным напылением. Напыляемый на стенки цилиндра порошок подается через плазматрон. Газ, предназначенный для создания плазмы, проходит через распылитель и поджигается электродугой. При этом температура газа повышается примерно до 11700°C и он переходит в плазменное состояние. Частицы порошка в расплавленном состоянии заполняют неровности поверхности цилиндра. При застывании частиц они надежно соединяются со стенками цилиндра. Дополнительно внутри напылённого слоя возникает напряжение сжатия, что еще больше укрепляет связь между металлом цилиндра и напылённым слоем.
После напыления, как и при традиционном исполнении цилиндров, производится хонингование, однако этом случае риски вследствие хонингования не так глубоки. Возникает весьма ровная наружная поверхность с небольшими впадинами (микроуглублениями), в которых находится масло. Каждое микроуглубление не связано с другими микроуглублениями, в отличие от хонингования чугунных гильз. Когда поршневое кольцо проходит над микроуглублением, в последнем создается давление, которое воздействует на поршневое кольцо. В результате этого поршневое кольцо всплывает поверху масляной подушки, чем и обеспечивается гидродинамическая смазка. Благодаря этому потери на трение и износ существенно уменьшаются.
Рекомендуем: Штраф за газовое оборудование (ГБО) на автомобиле в 2019 году
Преимуществами данного способа изготовления цилиндров по сравнению с обычными являются:
- снижение массы по сравнению с конструкцией с вставными гильзами цилиндров
- уменьшение размеров двигателя по сравнению с чугунным блоком цилиндров за счет сужения перемычек между цилиндрами
- увеличение срока службы цилиндров благодаря износостойкому покрытию, наносимому плазменным напылением
Рис. Схема нанесение покрытия на стенки цилиндра плазматроном: 1 – струя плазмы с напыляемым порошком; 2 – плазматрон; 3 – рабочая поверхность цилиндра
Сколько стоит?
Цена гильзовки блока цилиндров может существенно отличаться. Обычно в эту стоимость включают работы по расточке с хонингованием цилиндров. Так, для автомобилей марки ВАЗ весь комплект работ стоит 5 тысяч 300 рублей без учета самих втулок.
Гильзовка ДВС УАЗа — 6 тысяч 500 рублей. Для ГАЗелей с моторами ЗМЗ данная услуга составляет 4 тысячи 300 рублей. Для двигателей «Камминз» — на 2 тысячи дешевле. Что касается иномарок, стоимость гильзовки чугунного блока (без расточки и хонингования) составляет 2 тысячи 300 рублей за один цилиндр. Те же работы, но с алюминиевым блоком на 200 рублей дороже.
Где производится гильзовка блока цилиндров? СПб и Москва — не единственные города, в которых предлагается данная услуга. Найти хорошего мастера по гильзовке можно и в гораздо меньших населенных пунктах.
Выбор алюминиевого литейного сплава
Выбор алюминиевого литейного сплава для блока цилиндров требует учета различных факторов. Алюминиевые литейные сплавы, которые применяют в производстве таких сложных литых изделий как блоки цилиндров, должны соответствовать целой комбинации технических требований. Эти требования включают:
- низкую стоимость;
- хорошие литейные свойства;
- хорошую обрабатываемость резанием;
- достаточно высокая прочность при повышенных температурах.
Прочность
Уровень прочности сплава определяет, например, минимально допустимую толщину стенки. Поэтому выбор алюминиевого литейного сплава должен производиться уже на первом этапе проектирования блока цилиндров двигателя. Обычно выбор алюминиевого сплава является компромиссом. Высокопрочные литейные сплавы могли бы быть предпочтительным выбором, но часто у них могут быть такие недостатки, как высокая стоимость, низкие литейные свойства и недостаточная прочность при повышенных температурах.
Из соображений цены и по техническим причинам почти все автомобильные алюминиевые блоки цилиндров делают из сплавов, которые основаны на применении вторичного алюминия – алюминиевых сплавов, который получают из алюминиевого лома. Это, например, сплавы EN AC-46200 (AlSi8Cu3) и EN AC-45000 (AlSi6Cu4). При повышенных требованиях к вязкости материала применяют сплавы с более жесткими требованиями по примесям и загрязнениям, которые уже близки к требованиям для сплавов из первичного алюминия.
Литейные свойства
Литейные свойства алюминиевых сплавов обычно повышаются с повышением содержанием в них кремния. С другой стороны, добавки медь, которые нужны для повышения прочности при высокой температуре, оказывают отрицательное влияние на литейные свойства алюминиевых сплавов, в первую очередь, на текучесть сплава при заполнении литейной формы. Кроме того, когда применяется метод литья под высоким давлением, то применяют сплавы с некоторым содержанием железа, а также марганца, чтобы предотвратить налипание жидкого алюминия к стальной литейной форме. Однако повышенное содержание железа снижает прочностные свойства алюминиевой отливки.
Иногда наиболее важными при выборе литейного сплава являются не цена и литейные свойства, а некоторые другие его свойства, например, износостойкость.
Разновидности
Существует несколько типов гильз:
- Сухие.
- Мокрые.
Первый устанавливается в блок двигателя, который не имеет контакта с охлаждающей жидкостью. Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Основные требования к гильзам:
- Устойчивость к перепадам температур.
- Коррозионная защита.
При подборе данных элементов, обращают внимание на толщину стенок цилиндров, их эллипсность и конусность. Учитываются допуски под расточку гильзы после ее установки в двигатель
Монтажные отверстия поршневого пальца в стенке цилиндра
У оппозитных двигателей возникают, в силу их конструктивных особенностей, при монтаже проблемы сборки поршневых пальцев одного ряда цилиндров. Причиной этого является то, что обе половины картера должны быть соединены болтами для того, чтобы смонтировать поршни второго ряда цилиндров, соотв., соединить шатуны с соответствующими шатунными шейками. Поскольку после соединения болтами обеих половин картера не будет больше доступа к коленчатому валу, шатуны без поршней приворачиваются к соответствующим шатунным шейкам, а поршни монтируются после соединения болтами обеих половин картера. Недостающие ещё поршневые пальцы вдвигаются после этого через поперечные отверстия в нижней части цилиндра (изобр. 5) для соединения поршней с шатунами. Монтажные отверстия пересекают рабочие поверхности цилиндров в зоне, которую не проходят поршневые кольца.
Устройство блока цилиндров
Блок цилиндров двигателя должен удовлетворять следующим требованиям: обеспечение соосности всех постелей, а также соблюдение равного диаметра постелей. Также существуют блоки, в которых эти требования не соблюдаются, но это только специальные и экспериментальные конструкции.









Как мы заметили ранее, блок цилиндров является основой для других агрегатов. Его основные детали следующие:
- Цилиндр двигателя. Чем они больше, чем мощнее мотор. Объем суммируется и конечная цифра озвучивается в характеристиках автомобиля. Главной деталью цилиндров являются гильзы, которые бывают двух типов. Первый тип используется только в алюминиевых блоках – это впрессованные непосредственно в блок цилиндров гильзы. Второй тип – съемные гильзы. Они бывают «сухие» и «мокрые».
- Головка блока. Состоит из мест для крепления ремня ГРМ, камеры сгорания, отверстий для свечей, впускных и выпускных каналов, а также рубашки охлаждения и каналов смазки. Крепится головка сверху самого блока цилиндров. Но если другие агрегаты в автомобиле крепят просто «на глаз», то есть до того момента когда болт не повернуть, то здесь болты затягивают с помощью динамометрического ключа. У каждого автомобиля свои параметры и схемы для затяжки, которые нельзя нарушать.
- Картер. Во всех двигателях внутреннего сгорания картеры можно назвать именно частью блока, а не навесным агрегатом. Представляет собой корпус для кривошипно-шатунного механизма. Крепят картера снизу блока цилиндров, для защиты закрывают специальные поддоном.
Какими бы надежными ни были двигатели внутреннего сгорания, рано или поздно их ресурс подходит к концу. Особенно это касается ДВС старых автомобилей ВАЗ. Гильзовка блока цилиндров — одна из частых операций, которая производится в ходе капитального ремонта двигателя. В чему суть данной технологии, что она дает и как делается? Обо всем этом читайте далее в нашей статье.
Обзор основных деталей
Цилиндр двигателя
Основная деталь цилиндра двигателя – гильза.
Существуют гильзы двух типов:
- впрессованные гильзы, (в алюминиевом блоке);
- съёмные гильзы – они бывают «мокрыми» и «сухими».
Головка блока цилиндров двигателя – ГБЦ
Она закреплена сверху конструкции направляющими шпильками и болтами крепления ГБЦ. Очень важная деталь – прокладка блока, она расположена между ГБЦ и самим блоком. Изготавливают ее из асбестометалла, металла, а может быть безасбестовой.
Головка блока цилиндров двигателя состоит из: камеры сгорания, мест крепления ГРМ, рубашки охлаждения, каналов для смазки, резьбовых отверстий свечей (форсунок), отверстий впускных и выпускных каналов.
Отдельно стоит упомянуть технологию крепления ГБЦ. Для этого используются специальные болты крепления, а сама операция выполняется согласно инструкциям производителя.
В частности затягивать головку нужно динамометрическим ключом с соблюдением момента затяжки и пользуясь схемой затяжки болтов.
Альтернативная технология
Вышеописанный метод подразумевает предварительную расточку блока. Но существуют блоки (это касается алюминиевых), которые не растачиваются перед установкой гильз. Как поступают в таком случае? Гильзовка блока цилиндров сопровождается нанесением герметика в посадочное гнездо.
Далее втулка запрессовывается на специальном станке. Температура гильзы и блока одинаковы. Качественная гильзовка позволяет эксплуатировать ДВС на протяжении 150 тысяч километров при условии своевременной замены масла.
Чугунный блок двигателя
Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники.
Крышки коренных опор и их посадочные места тщательно очищаются от загрязнений, после чего крышки устанавливаются на свои места, а крепёжные болты затягиваются предписанным моментом с помощью динамометрического ключа. Индикаторный нутромер настраивается на требуемый размер (номинальный диаметр постели коленчатого вала). Промеряем каждую опору в нескольких плоскостях. Отличия полученных размеров от номинального не должны быть более 0,02 мм. В противном случае необходимо произвести операцию по ремонту постели коленчатого вала.
Подобным же образом проверяются и посадочные отверстия под различные втулки. Их можно отремонтировать путём установки новых втулок с увеличенным наружным диаметром.
Если по всем вышеизложенным параметрам блок пригоден к дальнейшей эксплуатации, необходимо выполнить ремонтные работы. После ремонта блок цилиндров должен быть тщательно промыт и продут сжатым воздухом для удаления за грязнений.
Похожие страницы:
- … , расположенные по обеим сторонам блокацилиндров. К передней части блокацилиндров крепится крышка распределительных шестерен … поворота блокацилиндров электромеханический Частота вращения блокацилиндров, об/мин 4,07 Углы поворота блокацилиндров, град …
- … для этого в блокецилиндров выполнены каналы для смазки и охлаждения. В картере блокацилиндров выполнены постели … технология производства блокацилиндров двигателя внутреннего сгорания. В которой я описал сам блокцилиндров и проанализировал условия …
- Ремонт блокацилиндров Материал блокацилиндров — серый чугун. Возможные дефекты блокацилиндров: пробоины и трещины на стенке … гильз. Ремонт базовых поверхностей блокацилиндров. У блокацилиндров происходят значительные искажения геометрической формы …








Хочу больше похожих работ…
Как проводится портинг ГБЦ
Перед тем как провести портинг ГБЦ, нужно проверить наличие у себя нескольких компонентов:
- Каналы впускного/выпускного типа;
- Втулки направляющего образца;
- Клапаны;
- Пружины/тарелки для втулок;
- Камеры сгорания.
Далее следуем инструкции:
- Возьмите ГБЦ и удалите все присутствующие на ней клапаны.
- Осмотрите каналы, запомните места, где присутствуют дефекты.
- Снимайте направляющие.
- Используйте вспомогательные шпильки для насаждения коллектора впускного типа.
- При помощи болтов вкрутите вспомогательные шпильки в отдельные каналы, предназначенные для смеси охлаждения. В шпильках можно проделать маленькие отверстия для сохранения нормального подогрева.
- Совмещаем коллектор с ГБЦ.
- Запиливайте коллектор впускного типа.
- Когда работа над коллектором подойдёт к завершению, придётся совместить каналы. Состыковку можно произвести, воспользовавшись пластилином.
- Воспользуйтесь зубилом, чтобы удалить неровности на клапанах выпускного типа.
- Подвергайте остальные каналы тщательной полировке, чтобы избавиться от всех дефектов поверхности.
Результатом проведения всех вышеописанных манипуляций будет являться то, что ГБЦ будет иметь более совершенные характеристики:
- Диаметр каналов впускового типа – 32 миллиметра;
- Диаметр каналов выпускного типа – 29 миллиметров;
- Диаметр клапанных стеблей – 8 миллиметров;
- Валы распределительные ГБЦ, спортивные — стандартные – 13,5 миллиметров;
- Длина втулок направляющего типа превышает стандартную.
Таким образом, благодаря осуществлению доработки головки блока цилиндров можно добиться максимального раскрытия потенциала автомобильного двигателя.
Возможные неисправности
В процессе эксплуатации главный тормозной цилиндр, как и все механизмы автомобиля, приходит в негодность, что влечет за собой ремонт либо замену деталей. В основном причиной может стать неравномерное распределение тормозной жидкости внутри конструкции. Диагностику неисправностей проводят сначала, используя внешний осмотр: проверяют наличие дефектов и протечки тормозной жидкости. Затем проверяют работоспособность узла: при обычном надавливании штока заеданий и проваливания не должно быть.
Рабочий тормозной цилиндр, как правило, при долгом использовании подвергается износу, а также поражается ржавчиной с внутренней стороны. Это – следствие попадания посторонних веществ (воды, кислорода) в тормозную жидкость. Существуют и такие нюансы, как: изнашивание уплотнительной манжеты и пружин возврата, их задирания, также ветхость зеркала устройства. Такие нарушения требуют обязательного ремонта либо замены.
Среди других факторов, по которым колесный тормозной цилиндр ломается, выделяют разгерметизацию его. Выявляется это при внешнем осмотре: остается характерный след и присутствует сильный запах, уровень жидкости будет быстро понижаться. Колесный тормозной цилиндр, в котором набухли уплотнительные чехлы снаружи, свидетельствует о негодности и внутренних уплотнителей.







Материалы блока цилиндров
Издавна блок цилиндров изготавливался из чугуна. Это довольно прочный и жесткий материал, неподверженный перегреву. Эти качества и были нужны автопроизводителям, ведь двигатель может набирать довольно высокую температуру при своей работе. Чугун обычно применялся с примесями никеля и хрома. Последние два материала придают большую долговечность конструкции. Конечно, главным минусом чугуна является его масса, автомобили теряли в маневренности и скорости.
Поэтому блоки цилиндров стали изготавливать из алюминия. Данный металл гораздо лечге чугуна, а также имеет меньшую теплопроводность. Естественно алюминий не является идеальным решением, ведь главной проблемой является подбор материала для исполнения блока.
Существует и третий вариант – магниевый сплав. Конечно, магний гораздо легче алюминия и чугуна, а также обладает жесткостью и твердостью последнего. Однако, установка подобного блока дороже, следовательно, для широкого пользования не подходит. Магниевые блоки ставятся при тюнинге двигателя с целью обеспечить максимальный разгон и маневренность. Главным образом такие конструкции используются на гоночных авто.
Алюминиевые блоки в данный момент изготавливают посредством двух технологий: Locasil и Nicasil. Первая включает в себя запрессовку гильз из сплава кремния и алюминия, а вторая покрытие алюминиевой поверхности блока никелем. Конечно, последняя технология имеет большой недостаток, ведь при обрыве шатуна или прогаре одного из поршней никелевое покрытие уже не функционирует должны образом, а сам блок цилиндров нельзя отремонтировать. В этом случае выигрывает чугунный двигатель, который можно расточить и подвергнуть гильзованию с помощью ремонтного комплекта.
От чугунного к алюминиевому блоку цилиндров
Алюминий, как конструкционный материал, конечно, менее прочный, чем чугун. Поэтому долго считалось, что алюминиевый блок цилиндров должен быть намного толще, чем чугунный. Однако оказалось, что хорошо сконструированный алюминиевый блок цилиндров может быть намного легче и почти таким же прочным как чугунный блок. Обычно применение литейных алюминиевых сплавов вместо применяемого ранее серого чугуна дает снижение блока цилиндров на 40-55 %. Несмотря на более высокую стоимость алюминиевых сплавов, по сравнению с серым чугуном, постоянное стремление к снижению потребления топлива приводит к постоянному росту доли алюминиевых блоков цилиндров.
Применение алюминиевых блоков цилиндров началось с бензиновых двигателей в конце 1970-х годов. Замена серого чугуна в дизельных двигателей тормозилась до середины 1990-х годов. К 2005 году доля на рынке алюминиевых блоков цилиндров двигателя достигла 50 %. В настоящее время блоки цилиндров практически всех бензиновых двигателей изготавливают из алюминиевых сплавов. Применение алюминиевых сплавов в дизельных двигателях также неуклонно растет.
Как проверить масло в АКПП?
Рекомендуем прочитать: Как проверить уровень масла в автомате
Самый простой способ проверки масла в автоматической коробке передач – это взять его пробу. Определить «на звук» или по характеру движения автомобиля, что требуется смена масла в коробке, практически невозможно, если речь не идет о критических случаях.

Чтобы проверить масло в АКПП следует взять немного его на пробу и капнуть на белый лист бумаги или ветоши. Далее остается определить степень загрязнения масла по цвету, в соответствии со следующими правилами:
- Масло прозрачное. Если масло прозрачное, то его замена не требуется. При этом не стоит обращать внимания на цвет масла. В процессе работы масло розового цвета может стать черным, но главное, чтобы оно оставалось прозрачным;
- Масло мутное. Если сквозь масло не видно белого листа, значит оно загрязнено мелкими частицами, и его следует поменять. В данной ситуации водитель может выбрать полную замену масла или частичную;
- Масло с вкраплениями стружки. Если в пробе масла, взятого из коробки, отчетливо видны детали металлической стружки или других частиц, значит, с трансмиссией вскоре будут большие проблемы. Также такое масло отличается едким запахом гари. Чаще всего при появлении металлической стружки замена масла уже не сможет спасти АКПП от разрушения.
При появлении подозрений на начало разрушения коробки передач, можно полностью слить масло и снять поддон, чтобы диагностировать проблему с коробкой передач. Чистый поддон покажет, что опасения были ложными. Если на него налипла небольшая металлическая стружка (так называемые «ежики»), следует понимать, что началось разрушение АКПП, и вскоре трансмиссия перестанет работать должным образом. Заметив на поддоне явные куски металла, которые по диаметру могут быть больше 1 мм, можно диагностировать фактически разрушение коробки передач и необходимость срочного капитального ремонта.
Клапанная крышка
Клапанная крышка закрывает ГБЦ и газораспределительный механизм. Она крепится к головке с помощью болтов. Между головкой и крышкой также устанавливается прокладка для плотного и герметичного соединения. Это нужно, чтобы масло в процессе работы не вытекало наружу, а внутрь не попадали грязь и пыль. Также на крышке располагается маслозаливная горловина.

Клапанная крышка Chevrolet Lacetti
Ранее крышки изготавливались из стали, но на современных двигателях отдают предпочтения алюминиевым или пластиковым. Это снижает уровень шума, повышает надежность и доступность детали.
Блок цилиндров и головка блока цилиндров составляют основу двигателя. Многое зависит от материалов и качества их изготовления. При правильной эксплуатации и своевременном обслуживании они прослужат очень долго.
Химический состав и термическая обработка
Литейные алюминиевые сплавы, которые применяют для изготовления блоков цилиндров автомобилей, обычно включают сплавы 46200 и 45000 по Европейскому стандарту EN 1706 (громоздкая приставка “EN AC-“ опущена). Химические «формулы» этих сплавов имеет соответственно вид AlSi8Cu3 и AlSi6Cu4. Их американскими аналогами – более известными – являются сплавы А380.2 и А319. Эти доэвтектические алюминиево-кремниевые сплавы обычно производят из вторичного алюминия. Из них отливают автомобильные блоки цилиндров различными методами гравитационного литья.
Таблица – Химический состав и состояния алюминиевых литейных сплавов для блоков цилиндров

Относительно высокое содержание меди позволяет этим сплавам сохранять свою прочность при повышенных температурах и, кроме того, обеспечивает им хорошую обрабатываемость резанием. Обычно для этих сплавов – 46200 и 45000 (А380.2 и А319) – применяют состояния F (литое состояние), Т4 (закалка и естественное старение) и Т5 (неполная закалка и искусственное старение). Для отливок из этих сплавов может также применяться и состояние Т6, но для многих изделий из этих сплавов достаточно стабилизирующего состояния Т5.
Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)). Обычно этот сплав не требует термической обработки, кроме умеренного отпуска для снижения остаточных напряжений.




Блоки цилиндров из алюминиевых сплавов 42100 (AlSi7Mg0,3) и 42000 (AlSi7Mg) получают высокую прочность и удлинение при комнатной температуре, когда подвергаются термической обработке на состояние Т6. В этом случае необходимо внимательно контролировать остаточные напряжения, которые возникают при закалке отливки для достижения состояния Т6. Более высокое сопротивление растрескиванию этих сплавов дают им возможность противостоять термическим усталостным нагрузкам. Это происходит за счет определенного ухудшения обрабатываемости резанием и повышения стоимости из-за дополнительных расходов на термическую обработку на состояния Т6 или Т7. Выполнение требования по пониженному содержанию примесей, таких как железо, марганец, медь и никель, также требует дополнительных расходов по сравнению со вторичными сплавами, которые упоминались выше.
Блоки цилиндров из заэвтектоидных алюминиево-кремниевых сплавов (AlSi17CuMg) обычно отливают методом литья при низком давлении с последующей термической обработкой на состояние Т6. Этот сплав также более дорогой, чем стандартные литейные сплавы из вторичного алюминия.
Требования к алюминиевым блокам цилиндров
Теплопроводность
Материал современные алюминиевые блоки цилиндров испытывает температуры до 150-200 °C. Высокая теплопроводность литейных алюминиевых сплавов (в три раза больше, чем у серого чугуна) обеспечивает эффективную передачу в систему охлаждения двигателя.
Прочность при повышенных температурах
Требуется сохранение заданной прочности при температурах до 200 °C. Самые большие напряжения возникают в местах болтовых соединений с головкой блока цилиндров. Материал должен выдерживать нагрузки от вращения коленчатого вала и термического расширения блока цилиндров.
Прочность и твердость при комнатной температуре
Материал алюминиевого сплава при комнатной температуре должен обладать достаточной прочностью и твердостью, чтобы обеспечивать ему хорошую обработку резанием и высокое качество сборки.
Усталостная прочность
При работе двигателя блок цилиндров подвергается циклическим растягивающим напряжениям в широком интервале температуры. Этот интервал начинается с отрицательных температур зимой и заканчивается повышенными температурами около 150-200 ºС. Поэтому наиболее важной характеристикой материала блока цилиндров является усталостная прочность.
Известно, что свойства материала любой металлической отливки – и чугунной, и алюминиевой – зависят не только от химического состава материала и его термической обработки, но также от метода разливки, а также от того места отливки, из которого вырезается испытательный образец.
Устройство блока цилиндров двигателя: просто о сложном
цилиндров соответствующие технические и экономические преимущества и недостатки должны тщательно взвешиваться друг относительно друга.
Нижеследующие главы дают обзор различных видов конструкций блоков цилиндров.
Монолитные блоки
Под монолитными блоками понимаются конструкции блоков цилиндров, которые не имеют ни мокрых гильз, ни привёрнутых основных плит в форме корпуса коренных подшипников — опорной плиты (Bedplate) (изобр. 1). Для получения определённых поверхностей или прочности монолитные блоки могут иметь, однако, соответствующие заливаемые части в зоне отверстий цилиндров (вставки из серого чугуна, LOKASIL®-Preforms), а также заливаемые части из серого или ковкого чугуна и усиления волокном в зоне отверстий под коренные подшипники. Последние, однако, не отражают ещё состояния техники.
| Изображение 1 PSA 4 Zyl. (ряд) |
Блоки из двух частей (с опорной плитой)
У данной конструкции крышки коренных подшипников коленчатого вала размещены совместно в отдельной опорной плите (изобр. 2). Опорная плита соединена резьбовыми соединениями с картером и усилена залитым в алюминий шаровидным графитом с целью уменьшения люфта в коренных подшипниках, соответственно, чтобы компенсировать большее удельное температурное расширение алюминия. Таким путём достигаются чрезвычайно жёсткие конструкции блоков цилиндров. Как и у монолитных блоков цилиндров, здесь в зоне отверстий цилиндров могут также быть предусмотрены заливаемые части.
| Изображение 2 Audi V8 |
Конструкция «Open-Deck» с отдельными, свободно стоящими цилиндрами
У данной конструкции рубашка охлаждения открыта к плоскости разъёма головки блока цилиндров, и цилиндры стоят свободно в блоке цилиндров (изобр. 3). Перенос тепла от цилиндров к охлаждающему веществу, благодаря омыванию со всех сторон, равномерный и выгодный. Относительно большое расстояние между цилиндрами влияет, однако, у многоцилиндровых двигателей отрицательно на их конструктивную длину. Благодаря открытой кверху, относительно просто сконструированной полости для охлаждающего вещества, при изготовлении можно отказаться от применения песчаных стержней. Поэтому блоки цилиндров могут изготавливаться как методом литья под низким давлением, так и литьём под давлением.
Конструкция «Open-Deck» с вместе отлитыми цилиндрами
Логическим выводом для уменьшения конструктивной длины блоков цилиндров со свободно стоящими цилиндрами является уменьшение расстояния между цилиндрами. Из-за сдвигания цилиндров они должны быть, однако, исполнены в совместной отливке (изобр. 4). Это положительно влияет не только на конструктивную длину двигателей, но при этом увеличивается и жёсткость в верхней части цилиндров. Таким путём, можно, напр., у шестицилиндрового рядного двигателя сэкономить 60-70 мм на конструктивной длине. Перемычка между цилиндрами может быть при этом уменьшена на 7-9 мм. Данные преимущества перевешивают тот недостаток, что при охлаждении рубашка охлаждения между цилиндрами получается меньше.
| Изображение 4 Volvo 5 Zyl. (Diesel) |
Конструкция «Closed-Deck»
При данной концепции блока цилиндров, в противоположность конструкции «Open-Deck», верх цилиндров до отверстий для входа воды со стороны головки блока цилиндров закрыт (изобр. 1). Это влияет особенно положительно на уплотнение головки блока цилиндров. Преимущества данной конструкции имеются, в особенности, и тогда, если существующий блок цилиндров из серого чугуна должен быть переведён в алюминий. Из-за сравнимой конструкции (уплотняемая поверхность головки блока цилиндров) головка блока цилиндров и уплотнение головки блока цилиндров не должны претерпеть никаких изменений, соотв., только незначительные.
По отношению к конструкции «OpenDeck» исполнение «Closed-Deck», естественно, труднее изготовить. Причиной является закрытая рубашка охлаждения и из-за этого необходимый песчаный стержень рубашки охлаждения. Также выдерживание узких полей допусков толщины стенок цилиндров усложняется при применении песчаных стержней. Блоки цилиндров «ClosedDeck» могут изготавливаться как методом свободного литья в формы, так и методом литья под низким давлением.
По причине соместно отливаемых цилиндров и возникающей благодаря этому более высокой жёсткости в верхней части цилиндров данная конструкция имеет, по сравнению с конструкцией «Open-Deck», большие резервы нагрузки.
| Изображение 1 Mercedes 4 Zyl. (ряд) |
Алюминиевые блоки цилиндров с мокрыми гильзами
Данные блоки цилиндров изготавливаются большей частью литьём из более дешёвого алюминиевого сплава и оснащаются мокрыми гильзами цилиндров из серого чугуна. Предпосылкой применения данной концепции является овладение конструкцией «Open-Deck» со связанной с ней проблематикой уплотнения. При этом речь идёт о конструкции, которая больше не применяется при серийном изготовлении двигателей легковых автомобилей. Типичным представителем производства KS был V6- блок PRV (Peugeot/Renault/Volvo) двигателя (изобр. 2).
Такие блоки цилиндров применяются в настоящее время только в спортивном и гоночном двигателестроении, где проблема затрат отступает, скорее, на второй план. Там применяются, однако, гильзы не из серого чугуна, а высокопрочные мокрые алюминиевые гильзы с рабочими поверхностями цилиндров, покрытыми никелем.
| Изображение 2 PRV V6 |
Материалы блока цилиндров
Издавна блок цилиндров изготавливался из чугуна. Это довольно прочный и жесткий материал, неподверженный перегреву. Эти качества и были нужны автопроизводителям, ведь двигатель может набирать довольно высокую температуру при своей работе. Чугун обычно применялся с примесями никеля и хрома. Последние два материала придают большую долговечность конструкции. Конечно, главным минусом чугуна является его масса, автомобили теряли в маневренности и скорости.
Поэтому блоки цилиндров стали изготавливать из алюминия. Данный металл гораздо лечге чугуна, а также имеет меньшую теплопроводность. Естественно алюминий не является идеальным решением, ведь главной проблемой является подбор материала для исполнения блока.
Существует и третий вариант – магниевый сплав. Конечно, магний гораздо легче алюминия и чугуна, а также обладает жесткостью и твердостью последнего. Однако, установка подобного блока дороже, следовательно, для широкого пользования не подходит. Магниевые блоки ставятся при тюнинге двигателя с целью обеспечить максимальный разгон и маневренность. Главным образом такие конструкции используются на гоночных авто.
Алюминиевые блоки в данный момент изготавливают посредством двух технологий: Locasil и Nicasil. Первая включает в себя запрессовку гильз из сплава кремния и алюминия, а вторая покрытие алюминиевой поверхности блока никелем. Конечно, последняя технология имеет большой недостаток, ведь при обрыве шатуна или прогаре одного из поршней никелевое покрытие уже не функционирует должны образом, а сам блок цилиндров нельзя отремонтировать. В этом случае выигрывает чугунный двигатель, который можно расточить и подвергнуть гильзованию с помощью ремонтного комплекта.











Устройство блока цилиндров
Блок цилиндров двигателя должен удовлетворять следующим требованиям: обеспечение соосности всех постелей, а также соблюдение равного диаметра постелей. Также существуют блоки, в которых эти требования не соблюдаются, но это только специальные и экспериментальные конструкции.
Как мы заметили ранее, блок цилиндров является основой для других агрегатов. Его основные детали следующие:
- Цилиндр двигателя. Чем они больше, чем мощнее мотор. Объем суммируется и конечная цифра озвучивается в характеристиках автомобиля. Главной деталью цилиндров являются гильзы, которые бывают двух типов. Первый тип используется только в алюминиевых блоках – это впрессованные непосредственно в блок цилиндров гильзы. Второй тип – съемные гильзы. Они бывают «сухие» и «мокрые».
- Головка блока. Состоит из мест для крепления ремня ГРМ, камеры сгорания, отверстий для свечей, впускных и выпускных каналов, а также рубашки охлаждения и каналов смазки. Крепится головка сверху самого блока цилиндров. Но если другие агрегаты в автомобиле крепят просто «на глаз», то есть до того момента когда болт не повернуть, то здесь болты затягивают с помощью динамометрического ключа. У каждого автомобиля свои параметры и схемы для затяжки, которые нельзя нарушать.
- Картер. Во всех двигателях внутреннего сгорания картеры можно назвать именно частью блока, а не навесным агрегатом. Представляет собой корпус для кривошипно-шатунного механизма. Крепят картера снизу блока цилиндров, для защиты закрывают специальные поддоном.
Какими бы надежными ни были двигатели внутреннего сгорания, рано или поздно их ресурс подходит к концу. Особенно это касается ДВС старых автомобилей ВАЗ. Гильзовка блока цилиндров — одна из частых операций, которая производится в ходе капитального ремонта двигателя. В чему суть данной технологии, что она дает и как делается? Обо всем этом читайте далее в нашей статье.




История создания
Первый рядный блок цилиндров двигателя придумал немецкий изобретатель Николаус Август Отто, именно он в 1876 году разработал очень эффективный для того времени бензиновый двигатель. V-образный вариант в 1889 году сконструировал Готлиб Даймлер, когда принимал участие в создании усовершенствованного двухцилиндрового двигателя.
После этих событий деталь прошла длинный путь эволюции и стала такой, какая она есть в большинстве современных моторов.
Разновидности
Существует несколько типов гильз:
- Сухие.
- Мокрые.
Первый устанавливается в блок двигателя, который не имеет контакта с охлаждающей жидкостью. Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Основные требования к гильзам:
- Устойчивость к перепадам температур.
- Коррозионная защита.
При подборе данных элементов, обращают внимание на толщину стенок цилиндров, их эллипсность и конусность. Учитываются допуски под расточку гильзы после ее установки в двигатель.
Шестой движок — описание технических характеристик
Основные технические характеристики мотора:
- Блок 2106 цилиндров изготовлен из чугуна.
- Питание производится по карбюраторной схеме.
- Тип мотора — бензиновый, рядный.
- Число цилиндров в блоке равно 4.
- Каждый цилиндр диаметром 79 мм оборудован двумя клапанами.
- Величина хода поршня равна 80 мм.
- Степень сжатия движка равна 8,5 атмосфер.
- Мощность двигателя ВАЗ 2106 — 75 лс.
- Обороты равны 5400 об/мин.
- Величина крутящего момента 116 Нм.
- Рекомендуемое топливо — АИ 92.
- Вес двигателя ВАЗ 2106 в сборе равен 121 кг.
- Замена масла в двигателе ВАЗ 2106 — требуемое количество 3,5 литров.
- Виды рекомендованных марок моторного масла:10w-40,5w-40, 15w-40, 5w-30.
- Тюнинг ВАЗ 2106 — лошадиный равен 200.
Каждая инженерная доработка привела к значительному улучшению конструкции, о чем свидетельствует представленная характеристика двигателя ВАЗ 2106.

Почему появляются задиры?
Причин этому явлению несколько:
Особенности
Процедура замены мокрых гильз на порядок проще, нежели сухих. Не обязательно менять все элементы. Достаточно заменить лишь одну поврежденную гильзу. Количество изношенных гильз и их состояние определяется нутромером.
Что касается типа материала, здесь есть свои отличия. Так, гильзовка чугунного блока цилиндров выполняется втулками из легированного чугуна. Но постепенно производители переходят на алюминиевые блоки. Ярким примером тому служит «Фольксваген» и «Шкода». Гильзовка алюминиевого блока цилиндров производится втулками на основе данного металла с добавлением дополнительных компонентов. Это позволяет создать устойчивое покрытие на стенках. Перед запрессовкой втулок в обоих случаях выполняют расточку цилиндров. В ходе данной операции мастер создает правильную геометрию посадочного гнезда для гильзы. В случае малейших отклонений возможно образование эллипса. Из-за этого могут возникать задиры, жор масла и низкая компрессия на только что отремонтированном моторе.
Далее переходят к гильзовке блока цилиндров. Операция выполняется «на горячую», в несколько этапов. Сначала блок цилиндров нагревают до температуры 150-160 градусов Цельсия. Затем берут гильзу и охлаждают ее. Элемент обрабатывают в жидком азоте при температуре -195 градусов. На следующем этапе гильзу покрывают спецсредством, которое не позволит конденсату образовываться на стенках. После этого охлажденную втулку помещают в горячий блок. За счет разницы температур, втулка идеально входит в свое посадочное гнездо.
Данный метод гильзовки блока цилиндров является самым быстрым и оптимальным по качеству. В результате работ удается достичь высокой плотности посадки и нужного натяга в месте соприкосновения втулки с блоком.
Альтернативная технология
Вышеописанный метод подразумевает предварительную расточку блока. Но существуют блоки (это касается алюминиевых), которые не растачиваются перед установкой гильз. Как поступают в таком случае? Гильзовка блока цилиндров сопровождается нанесением герметика в посадочное гнездо.
Далее втулка запрессовывается на специальном станке. Температура гильзы и блока одинаковы. Качественная гильзовка позволяет эксплуатировать ДВС на протяжении 150 тысяч километров при условии своевременной замены масла.
Сколько стоит?
Цена гильзовки блока цилиндров может существенно отличаться. Обычно в эту стоимость включают работы по расточке с хонингованием цилиндров. Так, для автомобилей марки ВАЗ весь комплект работ стоит 5 тысяч 300 рублей без учета самих втулок.
Гильзовка ДВС УАЗа — 6 тысяч 500 рублей. Для ГАЗелей с моторами ЗМЗ данная услуга составляет 4 тысячи 300 рублей. Для двигателей «Камминз» — на 2 тысячи дешевле. Что касается иномарок, стоимость гильзовки чугунного блока (без расточки и хонингования) составляет 2 тысячи 300 рублей за один цилиндр. Те же работы, но с алюминиевым блоком на 200 рублей дороже.
Где производится гильзовка блока цилиндров? СПб и Москва — не единственные города, в которых предлагается данная услуга. Найти хорошего мастера по гильзовке можно и в гораздо меньших населенных пунктах.
Вечный спор — чугун или алюминий? Какой двигатель лучше?

Многие из вас даже не догадываются из чего изготовлен блок цилиндров вашего авто, и еще больше не в курсе, что такое блок цилиндров. Здесь нет ничего постыдного, данная информация, как правило, не афишируется производителем как, например, количество подушек безопасности или набор опций, повышающих уровень комфорта в авто.
Информация о блоке цилиндров известна лишь тем, кто этим интересуется, а это происходит в двух случаях: либо вы подыскиваете себе новый автомобиль, либо у вас проблемы с мотором. Есть еще третий вариант — у вас проблемы с мотором, и вы подыскивает себе автомобиль
Хонингование
Ранее мы упомянули о такой процедуре, как хонинговка. Эта операция призвана уменьшить шероховатость стенок цилиндров. Благодаря хонингованию улучшается приработка поршневых колец и увеличивается ресурс отремонтированного двигателя.
Производится данный процесс в несколько этапов:
- Черновая обработка цилиндров. В данном случае мастер использует крупный абразив.
- Финишная обработка. В ходе операции используется мелкозернистый абразив, что дает возможность получить высокую точность обработки. В качестве абразива применяются керамические или алмазные бруски. Последние отличаются высокой надежностью и долговечностью. Поэтому обработка керамическими брусками уходит в прошлое.
- Мойка двигателя. В ходе этого этапа удаляются остатки полировочной пасты и металлическая стружка. Не заржавеет ли металл? Все элементы ДВС выполнены из высокостойких к коррозии сплавов.
- Финишная чистка. Используется не всеми мастерами, но позволяет удалить старые впадины и углы, что образовались в процессе хонингования. Так достигается высокая гладкость поверхности цилиндров.
Техническое обслуживание силового агрегата 2106
Для определения возможных проблем в работе автомобиля необходимо проводить регулярное диагностирование всей машины. При помощи мастера устанавливаются нормативы функционирования всех систем механизма.
Ремонтные работы подразделяются по категориям сложности в зависимости от дефектов систем и изношенности узлов и деталей движка. В процессе детальной диагностики систем проводятся исследования под силовыми нагрузками.

Успешный ремонт двигателя ВАЗ 2106 своими руками производится приобладании определенным опытом и навыками. В помощь мастерам выпущена специальная книга-руководство, приобрести которую можно в торговой сети в магазинах, которые торгуют автомобильными запасными частями.
ВАЗ 2106 ремонт, сборка и разборка производятся при наличии опыта работы, также необходим полный свой набор инструментов и необходимых запчастей.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Каков итог?
Изучение вопроса применяемости материалов в двигателестроении показывает четкую направленность: для снижения массы и улучшения других характеристик применение каких-то суперматериалов либо не особо требуется, либо невозможно в принципе в силу физических и химических свойств. Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.
Обзор основных деталей
Цилиндр двигателя
Основная деталь цилиндра двигателя – гильза.
Существуют гильзы двух типов:
- впрессованные гильзы, (в алюминиевом блоке);
- съёмные гильзы – они бывают «мокрыми» и «сухими».
Головка блока цилиндров – ГБЦ
Она закреплена сверху конструкции направляющими шпильками и болтами крепления ГБЦ. Очень важная деталь – прокладка блока, она расположена между ГБЦ и самим блоком. Изготавливают ее из асбестометалла, металла, а может быть безасбестовой.
ГБЦ состоит из: камеры сгорания, мест крепления ГРМ, рубашки охлаждения, каналов для смазки, резьбовых отверстий свечей (форсунок), отверстий впускных и выпускных каналов.
Отдельно стоит упомянуть технологию крепления ГБЦ. Для этого используются специальные болты крепления, а сама операция выполняется согласно инструкциям производителя. В частности затягивать головку нужно динамометрическим ключом с соблюдением момента затяжки и пользуясь схемой затяжки болтов.
Картер двигателя
Картер считается частью блока, и крепится к нему снизу. Закрывается поддоном. То есть, картер – можно назвать корпусом кривошипно-шатунного механизма.
корпусе блока цилиндров также есть отверстия и каналы для смазки и охлаждения. Сливная пробка нужна, чтобы осуществить слив охлаждающей жидкости. Моторное масло, сливается после извлечения пробки в поддоне картера.Предусмотрено место для привода распределительного вала. Спереди оно закрыто крышкой блока цилиндров. Внизу размещены опоры коренных подшипников коленчатого вала.
Теперь, когда вы сами познакомились с конструкцией блока цилиндров двигателя, поделитесь новыми знаниями с друзьями в соц.сетях. Пусть тоже подпишутся на наш блог, и знакомятся с увлекательным миром автотехники.
Источник https://www.kolesa.ru/article/blok-tsilindrov-kak-on-poyavilsya-razvivalsya-i-zachem-voobshhe-nuzhen
Источник https://linhai-russia.ru/ino-avto/blok-dvs.html
Источник https://toyota-chr2.ru/servis/blok-dvigatelya.html