Содержание
Как выполняется хонингование цилиндров и что это такое
Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
1 Особенности процесса хонингования
Прежде чем разговаривать о хонах, следует уточнить, что собой представляет сам процесс. Это один из видов абразивной обработки материалов с помощью специальных хонинговальных головок. Особенность такой операции в совмещении вращательных и возвратно-поступательных движений инструмента, поверхность перед этим обильно покрывается смазочно-охлаждающей жидкостью. В результате получается улучшить геометрию внешних граней детали и ее текстуру.
 Процесс абразивной обработки материалов
Процесс абразивной обработки материалов
Этим способом обрабатывают отверстия различных деталей. Хонингование незаменимо в автомобиле- и судостроении, во время ремонта различной техники. Очень часто этой операции подвергаются отверстия поршневой и кривошипной головок шатунов, блоков цилиндров двигателя, гильз, шестерен и т. д. Также хонингование нашло свое применение и при обработке плоскостей. Таким способом легко изменить геометрию изделия, улучшить смазывание пар трения. Качество и точность обработки зависят от ряда факторов, в том числе и вида режущего инструмента, а также заданных режимов.
Оправки для хонингования выглядят по-разному, и как щупальца с закрепленными на «пальцах» брусками, и как трубка с прорезями для фиксации абразивных колодок. Такой инструмент отличается гибкостью геометрии, поэтому часто применяется для обработки отверстий неправильной формы.
Этапы хонингования
 Процесс обработки блока цилиндров проходит в два этапа. Черновая обработка, которую осуществляют крупнозернистым абразивом — это первый этап. В это время механизму придают его первоначальную, округлую форму. Второй и заключительный этап — это обточка мелкозернистым абразивом. Хонингование проводится керамическим, или алмазным брусом, который размещен на хонинговальной головке. Хонинговальная головка выполняет вращательные и возвратно-поступательные движения. Этот инструмент обеспечивает максимальную точность выполнения процесса. С помощью мелкозернистых абразивов с поверхности убираются царапины и зазубрины, достигается оптимальная степень шероховатости. Стоит сказать, что для хонингования блока подходит любой абразив, но чтобы обработать цилиндры — нужно использовать бруски с алмазным и керамическим покрытием. К недостаткам керамического хонингования можно отнести быстрый износ абразивов. А вот использование алмазных головок дает возможность существенно понизить затраты и физические усилия в процессе.
Процесс обработки блока цилиндров проходит в два этапа. Черновая обработка, которую осуществляют крупнозернистым абразивом — это первый этап. В это время механизму придают его первоначальную, округлую форму. Второй и заключительный этап — это обточка мелкозернистым абразивом. Хонингование проводится керамическим, или алмазным брусом, который размещен на хонинговальной головке. Хонинговальная головка выполняет вращательные и возвратно-поступательные движения. Этот инструмент обеспечивает максимальную точность выполнения процесса. С помощью мелкозернистых абразивов с поверхности убираются царапины и зазубрины, достигается оптимальная степень шероховатости. Стоит сказать, что для хонингования блока подходит любой абразив, но чтобы обработать цилиндры — нужно использовать бруски с алмазным и керамическим покрытием. К недостаткам керамического хонингования можно отнести быстрый износ абразивов. А вот использование алмазных головок дает возможность существенно понизить затраты и физические усилия в процессе.
После завершения финальной обработки цилиндров их поверхность необходимо очистить от остатков метала и абразивов. Специалисты отмечают, что при алмазном хонинговании остается больше частиц метала, чем при обработке керамическим абразивом. Чтобы очистить поры и впадины от ненужных остатков, используется мойка теплой мыльной водой. А для удаления металлических стружек, цилиндры полируют мягкой абразивной щеткой.
Когда закончен процесс хонингования, большинство специалистов проводят процедуру очистки абразивной пастой. Эта финишная обработка позволяет максимально очистить даже самые мелкие впадины на поверхности, которые не видны невооруженным глазом. Таким образом, специалисты могут добиться идеально гладкой поверхности и придать цилиндрам необходимую форму.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
по способу крепления абразивного инструмента: жесткие;
по способу обеспечения размера:
- регулируемые;
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.
- Хонинговальный вертикального типа.
На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Читать далее: Что такое лонжерон в автомобиле
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили. Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
Преимущество заводского хонингования Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
Зачем хонинговать двигатель
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Хонингование блока цилиндров.
Блок цилиндров — это деталь, которая соединяет основные механизмы двигателя: коробку передач, головку блока, механизмы поршневой группы. Одной из основных функций блока двигателя является поглощение шумов двигателя. Во время капитального ремонта профессионалы уделяют этой детали наибольшего внимания. Ведь блок цилиндров постоянно подвержен большим нагрузкам. Как результат, он больше склонен к износу. Если в начале эксплуатации цилиндр имеет круглую форму, то по истечении некоторого времени он ее теряет и меняет на овальную. Вследствие длительной работы и сильных нагрузок, на стенках могут образовываться повреждения и царапины. Деформация и повреждения поверхности блока цилиндров может стать причиной серьезных неполадок в работе авто.
Особое внимание при ремонте двигателя специалисты уделяют цилиндрам. В результате постоянных нагрузок, верхняя часть цилиндра приобретает конусную форму, это может стать причиной снижения ступени уплотнения колец
Вследствие этого может увеличиться прорыв газов и повыситься количество потребления масла. Цилиндр стает шероховатым, не круглым. Процесс хонингования блока цилиндров — это технология восстановления заводской округлой формы, а также обеспечение максимально точного количества штриховки на поверхности.
Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.

В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Рекомендуем
«Отказ цилиндра: причины и способы диагностики» Подробнее Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
 на образующуюся на поверхности металла сетку
на образующуюся на поверхности металла сетку
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Как на Алиэкспресс найти и заказать инструменты, приспособления, расходные материалы по сходной цене и бесплатной доставкой, пошаговая инструкция
Далее заполняем все необходимые поля, а именно адрес электронной почты, имя и фамилию, после чего придумываем и подтверждаем пароль
Очень важно подтвердить адрес электронной почты в течение суток, в противном случае через 24 часа ваш аккаунт будет заблокирован.
В своем профиле заполняем адрес доставки. Очень важно вводить адрес только английскими символами
К примеру, ул. Строителей – ul. Stroiteley. Всего может быть до пяти адресов.
В строку поиска вводим наименование искомого товара Если вас интересует обширная группа товаров, к примеру, автомобильные товары, воспользуйтесь поиском по категориях.
При выборе товара обращайте внимание на рейтинг продавца, а также отзывы других покупателей.
С помощью удобных фильтров вы можете отобрать желаемое в результатах поиска, к примеру, товары с бесплатной доставкой.
Когда требуемый товар найден, выберите размер, количество и цвет, после чего нажмите на иконку «Купить сейчас».
Хонингование цилиндров двигателя. что это и зачем его делают?
Под воздействием атмосферных осадков, фундамент дома, медленно, но уверенно, со временем, разрушается.
В подвале дома будет накапливаться вода.
К тому же, корневая система растений, посаженных на участке, вскоре подвергнется процессу гниения – это произойдет, если вовремя не организовать ливневый сток (как сделать самый лучший септик для дачи прочитайте в этой статье).
Комплекс специальных устройств и каналов, задача которого – осуществлять сбор, фильтрацию и отвод атмосферных осадков в:
- специальные водоемы,
- емкости,
- септики (отзывы на средства для септиков и выгребных ям),
- фильтрационные поля,
— все это создается с целью устранения излишков влаги.
Хонингование цилиндров, что дает хонингование двигателю

Многие профессиональные мастерские занимаются хонингованием цилиндров мотора. Основной задачей хонингования является снижение шероховатости стенок цилиндров, что дает возможность повысить качество приработки поршневых колец и поршней. В процессе работы силовой агрегат теряет свои первоначальные характеристики, в результате чего возникают проблемы в его работе. Элементы и детали мотора способны менять свою форму. Если посмотреть на цилиндры в разрезе, они имеют форму овала. В процессе эксплуатации и/или ремонта на их поверхности остаются царапины и следы. Это влечет за собой такие проблемы, как:

- Потерю компрессионных способностей.
- Уменьшение мощности двигателя.
- Повышение расхода топлива и смазочного материала двигателя.
Преимущества хонингования

Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации.
Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются.
Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще.
Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления.
Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию
Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Читать также: Холодная сварка быстрого действия
Зачем хонинговать двигатель
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.

Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.

Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Ремонт помимо расточки
Расточка просто убирает царапины. Но этого мало. Стенки цилиндров должны быть ровными, но, кроме того, сам цилиндр должен быть идеально круглым. При расточке цилиндров, когда делают замеры и выбирают диаметр гильз ремкомплекта, оставляют так называемый «припуск» на хонинговку, не больше десятой доли миллиметра. Суть в том, что этот слой металла в цилиндре после расточки будет дефектным, и его нужно удалить, чтобы его остатки во время работы не спрессовались и не поцарапали стенки снова. Ведь тогда весь процесс капитального ремонта будет бессмысленным.









По сути, хонинговка является абразивной обработкой стенок цилиндра. Она так называется из-за инструмента для хонингования, который называется хоном или головкой. Такая головка вращается внутри цилиндра, одновременно с удалением дефектного слоя промывая стенки специальной жидкостью, чтобы избежать царапин и повреждений. Эта жидкость, как правило, либо чистый керосин, либо его смесь с машинным маслом. Станок для хонингования предполагает, что двигатель надёжно закреплён на станине (собственно, так же, как и станок по его расточке).
После хонинговки цилиндров кольца гарантированно сядут на них герметично, создав нужные условия для камер сгорания. Если же этого не сделать, настройки двигателя будут неверными, так как в камеру сгорания будет поступать неучтенный воздух. Такая ситуация приведёт к нештатной работе мотора, что сильно отразится на его ресурсе и сведёт на нет эффект от капитального ремонта.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Читать также: Как рассчитать намотку трансформатора
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Тюнинг: «Язык дракона» — пламя из выхлопной
Дополнительные рекомендации
Различные видео-инструкции, которые можно встретить в сети, описывают замену опор двигателя, как простую процедуру. Из-за этого возникает ощущение, что заменить деталь может каждый желающий, выделив на все это несколько минут свободного времени. Но практика говорит обратное. Недостаток свободного пространства и плохой доступ к деталям создают дополнительные трудности, из-за чего простая на первый взгляд работа затягивается на весь день.
Как заменить подушки двигателя
Но чтобы ремонтные работы прошли довольно быстро и эффективно, необходимо следовать несколько простым рекомендациям:
- при поднятии силового агрегата домкрат нужно ставить под колокол сцепления. Обязательно подставляется деревянная прокладка;
- нельзя поднимать мотор слишком высоко, иначе можно повредить некоторые детали или элементы кузова;
- контрольная проверка крепежных элементов на новой опоре лишней не будет;
- устанавливая подушку, нужно попасть в канавку на балке нижней шпилькой, которая есть на корпусе детали;
- правую опору обязательно должен защищать тепловой экран. В противном случае новая деталь под воздействием высоких температур от выхлопа долго не проживет.
Не ленитесь использовать WD-40
1 Особенности процесса хонингования
Прежде чем разговаривать о хонах, следует уточнить, что собой представляет сам процесс. Это один из видов абразивной обработки материалов с помощью специальных хонинговальных головок. Особенность такой операции в совмещении вращательных и возвратно-поступательных движений инструмента, поверхность перед этим обильно покрывается смазочно-охлаждающей жидкостью. В результате получается улучшить геометрию внешних граней детали и ее текстуру.
 Процесс абразивной обработки материалов
Процесс абразивной обработки материалов
Этим способом обрабатывают отверстия различных деталей. Хонингование незаменимо в автомобиле- и судостроении, во время ремонта различной техники. Очень часто этой операции подвергаются отверстия поршневой и кривошипной головок шатунов, блоков цилиндров двигателя, гильз, шестерен и т. д. Также хонингование нашло свое применение и при обработке плоскостей. Таким способом легко изменить геометрию изделия, улучшить смазывание пар трения. Качество и точность обработки зависят от ряда факторов, в том числе и вида режущего инструмента, а также заданных режимов.
Оправки для хонингования выглядят по-разному, и как щупальца с закрепленными на «пальцах» брусками, и как трубка с прорезями для фиксации абразивных колодок. Такой инструмент отличается гибкостью геометрии, поэтому часто применяется для обработки отверстий неправильной формы.
О выполнении процесса
Как правило, такие операции всегда выполняют двумя этапами, первым всегда будет черновая обработка Для неё нужен специальный хон с крупными зёрнами абразива. Вторым этапом проводится окончательная или финишная обработка поверхности детали, для которой уже нужен другой инструмент, тоже хон, но с мелким абразивом. Сейчас в качестве инструмента для окончательной обработки всё чаще используют алмазный абразив. Он позволяет снизить итоговую стоимость хонингования, а также продлевает срок службы инструмента.
Иногда специалистами проводится ещё одна операция, которая может быть финишной чисткой абразивной пастой. С её помощью удаляются «остатки» от ранее выполненного хонингования мелкие погрешности.
После этого получают ещё более гладкую стенку обрабатываемого цилиндра. Последней операцией должна быть мойка двигателя для удаления остатков абразивных паст и полировки.

В специализированных мастерских такую операцию проводят на специальных станках. Но некоторые умельцы выполняют её самостоятельно. Для её выполнения нужно иметь хон, электрическую дрель, масло для хонингования, ветошь. Хон сжимают руками и вводят в обрабатываемый цилиндр. После этого включают дрель, и выполняют процесс. В остальном цикл похож на работу на станке.










Мы постарались рассказать доступными словами об этом процессе. Что такое хонингование цилиндров теперь будет известно всем, кто прочитал статью до конца. В заключение хочется сказать, что если использовать качественное моторное масло и фильтр, своевременно проводить все работы по обслуживанию, эту операцию можно отодвинуть на неопределённый период.
Обслуживание мотора
Когда, рассмотрено устройство и основные технические характеристики, присущие двигателю ВАЗ 2114, необходимо рассмотреть обслуживание и дать ответы на вопросы, которые задают все чаще автомобилисты.
Техническое обслуживание
Если верить заводу, изготовителю, то двигатель ВАЗ 2114 необходимо обслуживать каждые 12-15 тыс. км пробега. Это зависит от того, какой маркировки мотор установлен на транспортном средстве. Схема проведения технического обслуживания для всех двигателей, которые установлены на «четырнадцатой» модели:
- На первом ТО проводится замена масла, масляного фильтра и воздушного фильтрующего элемента, а также проверка работоспособности всех систем.
- Второе ТО делается спустя 12 000 км пробега. В данном случае, необходимо сменить масло и фильтрующий элемент масла.
- Третье ТО – 25 000 км, замена не только масла, но и воздушного фильтра, а также проводится поточный ремонт неисправностей.
- Спустя 45 000 км необходимо заменить ремень и ролик газораспределительного механизма, чтобы не пришлось проводить капитальный ремонт двигателя ВАЗ 2114.
Проведение работ
 Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.

блок цилиндров в процессе эксплуатации
В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец
Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным. В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец
Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.










Преимущества
Принцип работы сухого картера дает возможность добиться стабильного давления смазки при любых обстоятельствах и условиях передвижения машины.
Мотор с сухим картером обладает маленьким поддоном, что уменьшает общие размеры.
Все современные мотоциклы с форсированными моторами оснащены именно сухим картером. Он позволяет компактно разместить смазочную систему без ущерба технических характеристик аппарата.
Двигатели с большей легкостью запускаются и раскручиваются, поскольку коленвалу не приходится вращаться в масле и бороться с его сопротивлением. Он не разбрызгивает жидкость, плотность масла повышается, оно не пенится и меньше расходуется.
Картер минимизирует контакт смазки с отработанными газами, благодаря чемумасло медленнее окисляется и стареет. В поддоне не скапливаются отложения и загрязнения, за счет чего смазочная система ДВС в течение долгого времени остается более чистой.
Масляные контуры располагаются снаружи двигателя. Это дает возможность при необходимости быстро выявить причину поломки и отремонтировать мотор без разборки.
Особенности инструмента для хонингования
Инструментом для хонингования служит головка. В ней располагается регулировочный стержень 1. Изменяя его длину (закручивая или раскручивая гайки), добиваются изменения положения абразивных брусков.
Внутри головки смонтирован двусторонний конический регулируемый стержень 1, посредством которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков 4. Перемещение возможно до 0,5…2,8 мм. По мере износа нужно восстанавливать размер обтачивания, поэтому у оператора станка есть возможность получать нужный размер без замены брусков.
Специальные цилиндрические фиксаторы 5 не позволяют изменять выставленный размер.Точность обработки соответствует 1-2 классу. Можно добиться зеркального блеска получаемой поверхности.
Хонинговальная головка используется со специальным станком 3Г833. В нем имеется вертикальный жесткий вал. Он позволяет получать жесткое вращение инструмента без признаков биения.

Конструкция хонинговальной головки: 1 – стержень для изменения наружного диаметра раздвижения хонов; 2 – обрабатываемая деталь; 3 – шпиндель; 4 – бруски абразивные; 5 – цилиндрический фиксатор
Наружное хонингование выполняется на приспособление, которое может быть установлено на токарные станки. Для крупных станков типа ДИП-300 или ДИП-400 применяют головку наружного хонингования ХНП-150. Она позволяет производить наружное полирование деталей диаметром до 150 мм.

Головка наружного хонингования ХНП-150: 1, 2, 7 и 8 – бруски абразивные; 3, 6 – колодки фиксирующие разжимные; 4, 5 – скобы для фиксации
В шпиндель станка устанавливают деталь. На суппорте располагают приспособление для хонингования. Вращающаяся деталь находится в зоне действия брусков, которые обтачивают поверхность. Выполняется продольная подача инструмента в разные стороны.
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.

недолговечность применяемых абразивов
Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.










По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Особенности инструмента для хонингования
Инструментом для хонингования служит головка. В ней располагается регулировочный стержень 1. Изменяя его длину (закручивая или раскручивая гайки), добиваются изменения положения абразивных брусков.
Внутри головки смонтирован двусторонний конический регулируемый стержень 1, посредством которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков 4. Перемещение возможно до 0,5…2,8 мм. По мере износа нужно восстанавливать размер обтачивания, поэтому у оператора станка есть возможность получать нужный размер без замены брусков.
Специальные цилиндрические фиксаторы 5 не позволяют изменять выставленный размер. Точность обработки соответствует 1-2 классу. Можно добиться зеркального блеска получаемой поверхности.
Хонинговальная головка используется со специальным станком 3Г833. В нем имеется вертикальный жесткий вал. Он позволяет получать жесткое вращение инструмента без признаков биения.

Конструкция хонинговальной головки: 1 – стержень для изменения наружного диаметра раздвижения хонов; 2 – обрабатываемая деталь; 3 – шпиндель; 4 – бруски абразивные; 5 – цилиндрический фиксатор
Наружное хонингование выполняется на приспособление, которое может быть установлено на токарные станки. Для крупных станков типа ДИП-300 или ДИП-400 применяют головку наружного хонингования ХНП-150. Она позволяет производить наружное полирование деталей диаметром до 150 мм.

Головка наружного хонингования ХНП-150: 1, 2, 7 и 8 – бруски абразивные; 3, 6 – колодки фиксирующие разжимные; 4, 5 – скобы для фиксации
В шпиндель станка устанавливают деталь. На суппорте располагают приспособление для хонингования. Вращающаяся деталь находится в зоне действия брусков, которые обтачивают поверхность. Выполняется продольная подача инструмента в разные стороны.
Признаки залегания поршневых колец
Статьи по теме

Стук в рулевой рейке: ищем причину, разбираемся с последствиями

Как поменять моторчик дворников: простые советы опытных автовладельцев

Как убрать стук рейки и продлить срок ее службы

Стук рулевой тяги: причины, диагностика, замена

Рулевой люфт автомобиля: особенности диагностики и ремонта

Шумы под капотом: что делать, если они появились


Медсправка на права-2020: стоимость, врачи, проблемы

Сколько хранится моторное масло: разбираемся в сроках и условиях хранения.

Замена ролика приводного ремня: он тоже не вечный

Штраф за просроченные права: что делать и как избежать

Штраф за езду без страховки: будет ли увеличение

Уходит антифриз из расширительного бачка: причины и диагностика

Направление протектора: правила зимней езды

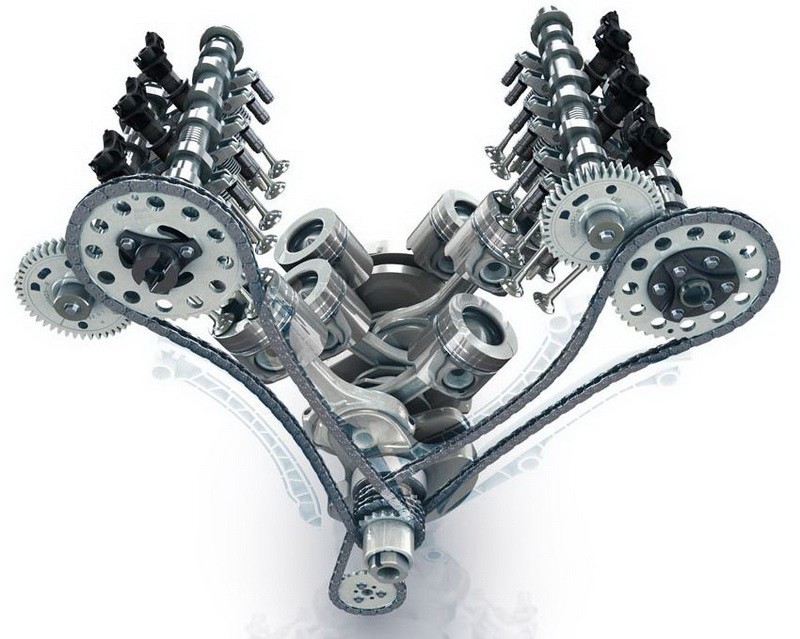
Нумерация цилиндров в разных типах ДВС
Что касается стандартов нумерации камер сгорания, то их нет. На то, как они пронумерованы в ДВС, влияют такие факторы:
- Тип привода;
- Тип ДВС, компоновка блока;
- Поперечное либо продольное расположение агрегата под капотом;
- Сторона вращения.

На стандартных переднеприводных авто с поперечно установленным двигателем нумерация начинается со стороны ГРМ. Так, возле ремня ГРМ находится первый цилиндр и дальше все остальные. Последний находится около КПП.
Примеры
В многоцилиндровых V-образных двигателях первый цилиндр расположен в ряду с водительской стороны.

В двигателях американского производства камеры сгорания и их нумерация может отличаться и не поддаваться логике.
Так, для рядных четверок и шестерок первым может быть цилиндр около радиатора, в то время, как на всех прочих моделях нумерация начинается в сторону салона. Если нумерация обратная, то первым считается цилиндр ближайший к салону.
Французы очень оригинальны и применяют два способа нумерации камер сгорания ДВС.
- На рядных четверках нумерация начинается от маховика.
- Если это V-образная шестерка, тогда ближний к радиатору ряд – это первые три цилиндра, а ряд ближе к салону – последние три.
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом. Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.










Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар
Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Как очистить поршни от нагара
Причины появления нагара в камере сгорания, что такое нагар. Как почистить поршни двигателя и камеру сгорания от нагара, очистка без разборки двигателя. Читать далее
Что такое гильзовка блока цилиндров двигателя
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации. Читать далее
Подбор поршневых колец по размеру
Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы. Читать далее
Замена поршневых колец
Когда необходимо производить замену поршневых колец. Как устанавливать кольца на поршень при замене своими руками. Ресурс, колец, притирка и обкатка. Читать далее
Капитальный ремонт двигателя автомобиля
Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы. Читать далее
Хонингование цилиндров что это такое, описание процесса
Я если честно не понимаю откуда пошли эти разговоры о том, что зеркало лучше хона, видимо всё от незнания. Потому что эти понятия чуть ли не синонимы. Зеркалом цилиндра называют его рабочую поверхность окончательно обработанную и отшлифованную. А само слово хон всего лишь упрощённое название процесса обработки цилиндров.
Вообще хонингование -это один из видов абразивной обработки металлов в цилиндрических отверстиях.Этот вид обработки является чистовым для того, чтобы добиться наилучшей геометрии цилиндра, а хонинговальная сетка является, следствием этого метода шлифовки.То есть на заводе при изготовлении блока цилиндров никто специально не делает этот самый хон это всего лишь следствие процесса обработки. По характеру сетки можно сказать насколько хорошо и точно был обработан цилиндр.
Но хоть хон и не сделан специально, эта сетка играет очень важную роль в работе двигателя. Когда поршень идёт вверх он оставляет масло на стенках цилиндра для смазки и охлаждения, да да цилиндр охлаждается не только водяной рубашкой в блоке, но и непосредственно маслом, которое разбрызгивается во время работы коленвала и шатунов. А когда поршень идёт вниз, то маслосъёмное кольцо счищает масло скопившееся на стенках цилиндра. И небольшая доля масла оставшаяся в сетке нужна для смазки колец.
Хонинговальная сетка призвана не только как можно дольше удержать это масло на стенках цилиндра, но и для более лучшего контакта поршневых колец и стенок цилиндра. Перекрёстно нанесённая сетка создаёт хорошее уплотнение защищающее от прорыва газов в камеру сгорания, а также препятствующая от попадания излишков масла в камеру. Но также стоит упомянуть ,что если этой сетки не будет, то масло не будет держаться на стенках, что приведёт к повышенному износу колец, за счёт повышенного трения и возрастания температуры в цилиндре. Отсюда вытекает следующее, начнут появляться задиры на стенках цилиндра поперёк оси вращения коленвала. Кольца из-за задиров начнут изнашиваться еще сильнее, в цилиндрах ускорится образование элипса.
Как правильно делается хонингование цилиндров двигателя

Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Почему изнашивается двигатель

Причин для этого масса, среди них и качество топлива, масла, фильтров, и стиль езды водителя, и несвоевременная замена комплектующих. По сути, если придерживаться всех правил эксплуатации, то двигатель пройдет заявленный ресурс. При условии, что качество его сборки было достойным. Но, как бы то ни было, проведение капитального ремонта близится с каждым пройденным километром.
Не стоит забывать, что решающий фактор всегда – это сам водитель. Если у вас мотор всегда работает на предельных оборотах, испытывает колоссальные нагрузки, да еще вы за ним и не следите, льете в него некачественное масло и топливо, то ресурс его уменьшается во много раз. Например, при использовании некоторых типов турбонаддувов необходимость в капитальном ремонте возникает каждые 20-30 тысяч километров пробега. И за уровнем масла нужно следить чуть ли не ежедневно. Поэтому следует знать, что такое расточка блока цилиндров, и как она правильно проводится.
Расточка блока «под зеркало»

Это один из видов расточки, который является наиболее популярным. Во-первых, эта процедура простая и не требует значительных затрат времени. Во-вторых, обеспечивается идеальное прилегание поршневых колец, вследствие чего сила трения практически равна нулю. Но не забывайте о том, что расточка блока цилиндров ВАЗ, например, производится при капитальном ремонте двигателя. А это значит, что, кроме данной процедуры, необходимо заменить и все агрегаты, имеющие прямое или косвенное отношение к гильзе.
Обязательно нужно заменять поршни с диаметром, равным тому, который будет у гильзы после расточки. На поршнях устанавливаются кольца. Их диаметр тоже должен быть иным. Все эти новые размеры называются «ремонтные». Текущий номер запчасти можно узнать, посмотрев на ее корпус. Например, на блоке двигателя он наносится, а также он есть на поршнях. Ремонт может затянуться на неопределенное время, да и все его этапы сделать самостоятельно не получится, придется обращаться к специалистам.
Требования к процессу и оборудованию

Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами
, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями.
При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Расточка с хонингованием

Расточка блоков цилиндров может производиться двумя способами. Первый был рассмотрен выше – «под зеркало». Поверхность гильзы изнутри идеально гладкая, никаких неровностей нет. А хонингование – это покрытие всей внутренней части мелкой сеточкой. Специальным станком наносится своеобразный «рисунок» – линии, идущие по спирали в разных направлениях. Благодаря этому удается повысить мощность мотора. Не очень существенная разница, но все же.
Расточка блока цилиндров своими руками вряд ли возможна. Тем более если речь идет и о нанесении хонинговки. Эта процедура под силу опытным токарям, у которых рука набита. Ведь лучше сделает работу тот, кто сталкивается с подобными проблемами чаще. Нанесение сетки позволяет достичь более высокого КПД, съем масла с поверхности гильзы становится значительно лучше, но вся эта резвость мотора вряд ли сможет вас радовать долго.
Какую выбрать?
Если вы планируете сделать ремонт с минимальными вложениями, то стоит выбрать первый вариант. Расточка блоков цилиндров «под зеркало» оказывается намного лучше по многим причинам. Во-первых, вы тратите меньше денег. Хонингование гильзы – это достаточно трудоемкий процесс. Да еще и оплачивать его придется. Во-вторых, при выборе такого типа расточки не изменяется состояние внутренней поверхности блока. Вот здесь нужно остановиться и рассмотреть все более детально.
Представьте, что была произведена расточка блоков цилиндров двумя способами – «под зеркало» и с хонинговкой. Оба мотора были установлены на автомобилях и начали эксплуатироваться. Поначалу второй двигатель будет казаться более сильным и мощным. Но вот по истечении небольшого срока – порядка 20-30 тысяч километров (что примерно равно годовалому пробегу), хонинговка начинает исчезать. Да не просто исчезать. Она еще успела «съесть» немного поршневых колец. Итог – вы потратили деньги, а получили расточку «под зеркало» и износ колец.
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.

На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Читать далее: Что такое лонжерон в автомобиле
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
А не проще ли сделать самостоятельно?

Сразу стоит сказать, что расточка блока цилиндров своими руками возможна лишь в том случае, если у вас имеется два основных атрибута – навыки и оборудование. Дилетантам это занятие окажется не под силу. Скорее всего, оно закончится заменой гильз. Причем это в лучшем случае, а в худшем – покупкой нового блока двигателя. Если возникла необходимость в расточке, обратитесь к специалисту. Это наиболее подходящий вариант, если вы не токарь.
Чтобы сделать расточку, нужно знать множество тонкостей. Малейшее отклонение заканчивается тем, что возникает необходимость в установке новых гильз. Да и сделать эту работу стамеской или кухонным ножом не получится — необходим станок для расточки блока цилиндров. Его стоимость немаленькая, поэтому вряд ли при поиске специалиста вы наткнетесь на неумеху. Такое оборудование могут себе позволить либо мастера с именем, либо крупные организации. А сделать его самостоятельно не представляется возможным.
Безгильзовые двигатели

Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка.
При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Подводя итоги
Из всего вышесказанного можно сделать вывод, что оптимальный вариант — зеркальная поверхность гильзы. Это наиболее просто и доступно. Расточка блоков цилиндров таким способом займет немного времени. И поручайте эту работу опытному специалисту, не пытайтесь сделать самостоятельно. А если нашли токаря, то вспомните про особенности своего мотора – при обрыве ремня ГРМ не гнутся ли клапаны? Если гнутся, сделайте в поршнях циклевки. Это небольшие пазы под тарелки клапанов. И тогда уж вам не страшна будет такая неприятность, как обрыв ремня.
Хон двигателя,что такое и для чего?
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать ремонтно восcтановительным составом Rvs-Master?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием
. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется
абразивным износом
.
Для чего нужно хонингование двигателя?
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. вк.ком/autobap Хонингование цилиндров двигателя — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его основная задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит будет меньший износ деталей мотора, и повысится эффективность работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Еще одна особенность хонингования двигателя — это образование на цилиндрах некой сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Хонинговка блока цилиндров – что это такое
Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.
Присадка в моторное масло. Супротек Актив Стандарт
Триботехнический состав (или присадка) для восстановления и продления ресурса нефорсированных бензиновых двигателей объемом до 1,6 литра, поддержания рабочих характеристик: компрессии, мощности, приемистости, эффективного расхода топлива.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Когда выполняют хонингование?
При достижении предельных величин износа, мотор подвергается капитальному ремонту. Блок изготовлен таким образом, что возможно после износа расточить цилиндры до следующего ремонтного размера. Первоначальной операцией является расточка, но только с её помощью достичь требуемого результата не получается. Поэтому после расточки в обязательном порядке выполняют хонингование.
Для выполнения этой операции применяется специальный инструмент, называемый хоном, или хонинговальной головкой. Их выпускают нескольких разновидностей, но все они имеют абразивные камни, от одного до нескольких. В процессе обработки они прижимаются к стенкам обрабатываемой детали. В каждом хоне содержатся абразивные зёрна, которые между собой скреплены при помощи адгезива. Каждое зерно выполняется неправильной формы, его размеры могут быть от 10 до 50 микрон.
Хоны иногда сравнивают со шлифовальными брусками, но отличия имеются. Бруски являются более мягкими и подстраиваются под обрабатываемую деталь.
В хонах, для того чтобы исключить выкрашивание абразивных зёрен, а также для продления срока службы инструмента, производится покрытие восковой или серной смазкой. Зёрна для хонов используют из традиционных материалов, таких как корунды, карбиды кремния, кубического нитрида бора, алмазов. Чаще всего используются корунды или карбиды бора.

Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Область изобретения
Изобретение относится к способу обработки поверхности, в частности, зеркала (внутренней поверхности втулки) цилиндра двигателя внутреннего сгорания.
Предпосылки изобретения
Зеркала цилиндров в двигателях внутреннего сгорания должны иметь практически равномерный и относительно небольшой зазор между своей внутренней окружностью и движущимися возвратно-поступательно внутри них поршнями и/или поршневыми кольцами, чтобы в оптимальном случае обеспечивать идеальные трибологические условия. Известно, что во время работы зеркало цилиндра может быть деформировано, т.е. иметь отклонения от идеальной цилиндрической формы, так что фактически зеркало цилиндра имеет нецилиндрическую форму. Такие отклонения могут возникать из-за механической нагрузки, например, если завинчивают головку цилиндра. Такие отклонения могут происходить под действием термических и (или) динамических воздействий. Поверхность зеркала цилиндра, которая отклоняется от цилиндрической формы во время работы, может оказывать негативное воздействие на трибологическую систему.
Для решения данной проблемы в ЕР 1 321 229 В1 предлагается, чтобы зеркало цилиндра в ненагруженном состоянии имело исходную форму, отличную от заданной формы, т.е. от цилиндрической формы. В частности, в ЕР 1 321 229 В1 предложено создавать исходную форму зеркала цилиндра которая является некруглой и которая в результате упомянутых выше воздействий, возникающих во время работы, деформируется в максимально круглую, т.е. по возможности в цилиндрическую форму.
Также в DE 10 2007 024 569 А1, DE 10 2007 063 567 А1 и DE 10 2009 007 023 А1 предлагается сначала создавать исходную форму зеркала цилиндра, которая в ненагруженном состоянии отклоняется от цилиндрической формы, причем рабочем состоянии зеркало цилиндра деформируется до практически круглой формы, т.е. на столько цилиндрической на сколько это возможно.
В DE 10 2007 023 297 А1 также отмечено, что некруглая обрабатываемая форма зеркала адаптирована к рабочим нагрузкам, и отклонение от симметричной цилиндрической формы могло бы иметь преимущество в том, что благодаря этому может быть уменьшена деформация зеркала цилиндра во время работы, что очень важно для снижения расхода масла и упрощения установки поршневого кольца. В DE 10 2007 023 297 А1 также предложен двухэтапный способ, включающий в себя этап предварительной обработки и последующий этап прецизионной обработки. Перед началом второго этапа создания некруглой исходной формы, т.е. перед началом прецизионной обработки, в DE 10 2007 023 297 А1 предложено нанести слой скольжения на предварительно обработанную исходную форму. Согласно DE 10 2007 023 297 А1 это можно сделать только путем термического напыления, причем электродуговое, атмосферно плазменное или высокоскоростное газопламенное напыление допустимы. Подходящим методом напыления также может являться плазменное напыление порошковых покрытий. При этом в DE 10 2007 023 297 А1 отмечено, что толщина наносимого слоя должна быть не менее 50 мкм. Кроме того, перед нанесением покрытия необходимо предварительно провести термическую, механическую, химическую или водоструйную обработку поверхности.
При использовании данных подходов к термическому нанесению покрытий расплавленные частицы покрытия при высокой температуре и иногда на высокой скорости сталкиваются с покрываемой поверхностью для образования, таким образом, термически напыленного слоя. При этом очевидным является тот недостаток, что основной материал, на который наносится покрытие, по меньшей мере частично подвергается тепловой обработке, что может привести к изменению его характеристик. Кроме того, блок цилиндров, в котором находится обрабатываемое зеркало цилиндра, нагревается до очень высокой температуры, так что дальнейшая обработка блока цилиндров задерживается на время необходимой фазы охлаждения.
С учетом вышесказанного следует отметить, что способы обработки поверхностей зеркал, в частности, зеркал цилиндров, путем нанесения покрытия могут быть усовершенствованы.
Таким образом, настоящее изобретение направлено на усовершенствование указанного способа.
Раскрытие изобретения
Предложен способ обработки зеркала цилиндра двигателя внутреннего сгорания, содержащий по меньшей мере этапы предварительной обработки зеркала в заготовке цилиндра путем хонингования для получения исходной формы, имеющей в ненагруженном состоянии отклонения от заданной формы, и нанесения покрытие посредством электролиза.
Зеркало цилиндра может быть предварительно обработано путем фасонного хонингования.
При предварительной обработке заготовку могут хонинговать таким образом, чтобы в ненагруженном состоянии зеркало имело нецилиндрическую поверхность, которая во время эксплуатации способна деформироваться таким образом, чтобы была достигнута заданная цилиндрическая форма.
Заготовку могут предварительно обрабатывать хонингованием практически до конечных размеров, причем при предварительной обработке учитывают нанесение слоя покрытия посредством электролиза и последующую окончательную обработку.
Покрытие могут наносить с помощью одного или более из методов плазменного электролитического оксидирования, плазменного электролитического осаждения и микродугового оксидирования.
Слой покрытия, нанесенный путем электролиза, может иметь часть, вросшую в основной материал, толщина которой составляет приблизительно 1/3 от толщины слоя, создаваемого снаружи на поверхности основного материала.
Слой покрытия, нанесенный путем электролиза, может иметь толщину предпочтительно 11-12 мкм, причем толщина слоя, вросшего в основной материал, составляет приблизительно 3 мкм, а толщина слоя, создаваемого снаружи на основном материале, составляет приблизительно 8-9 мкм.
Слой покрытия, нанесенный путем электролиза, может иметь твердость по Виккерсу, равную 1500 HV, шероховатость с Rz = 2-4 мкм и максимальную высоту Rpk = 0,26 мкм, а поры имеют размер 2-3 мкм.
Слой покрытия, нанесенный путем электролиза, может быть отшлифован путем хонингования на одном из следующих этапов.
Слой покрытия, нанесенный путем электролиза, может иметь волнистую поверхность, которая пригодна для шлифования хонингованием на следующем этапе
Краткое описание чертежей
Дополнительные отличительные признаки и преимущества настоящего изобретения будут подробно рассмотрены ниже на примере со ссылкой на фигуры.
На Фиг. 1 представлен вид исходной формы, отличающейся от заданной формы, в ненагруженном состоянии.
На Фиг. 2 представлено продольное сечение исходной формы с Фиг. 1.
На Фиг. 3 представлена исходная форма с Фиг. 2 после нанесения покрытия.
На Фиг. 4 представлена исходная форма с Фиг. 1 в поперечном сечении на 5 мм ниже плиты блока цилиндров.
На Фиг. 5 представлена исходная форма с Фиг. 1 в поперечном сечении на 15 мм ниже плиты блока цилиндров.
Осуществление изобретения
Данная задача решается с помощью предложенного в изобретении способа.
Следует отметить, что отдельные отличительные признаки и действия, указанные в подробном описании, можно объединять друг с другом любым технически разумным образом для получения новых вариантов осуществления настоящего изобретения. Ниже настоящее изобретение и его компоненты описаны и рассмотрены более конкретно со ссылкой на фигуры.
В настоящем изобретении предложен способ обработки поверхности, в частности, внутренней поверхности зеркала цилиндра двигателя внутреннего сгорания, содержащий по меньшей мере этапы предварительной обработки заготовки зеркала цилиндра путем хонингования для получения исходной формы, имеющей в ненагруженном состоянии отклонения от заданной формы, и нанесения покрытия на зеркало цилиндра покрытия путем электролиза.
В блоке цилиндров, который может быть выполнен из алюминия и/или алюминиевого сплава и который сначала имеет приблизительно поверхность цилиндра, на первом этапе создают нецилиндрическую поверхность зеркала цилиндра, которая затем деформируется соответствующим образом для получения цилиндрической формы. Поверхность цилиндра можно изготовить одновременно с изготовлением блока цилиндров, т.е. отлить, инкорпорировать как расточку или даже вставить в блок цилиндра как втулку. После этого для грубо выполненного зеркала цилиндра, т.е. по сути необработанного алюминия, начинается первый этап способа в соответствии с настоящим изобретением, при котором сохраняется неправильная форма поверхности с необходимыми отклонениями.
Создание отклонений может иметь место при помощи хонингования, в частности, фасонного (формообразующего) хонингования, при котором для получения фасонной отшлифованной поверхности можно использовать алмазные или подпружиненные керамические бруски.
Целью первого этапа обработки ранее почти не обработанного основного материала (алюминия, алюминиевого сплава) предпочтительно при помощи фасонного хонингования является приблизительное придание ему конечных размеров, в частности, конечной степени отклонений от исходной формы. Такой подход является предпочтительным, поскольку при последующем нанесении покрытия посредством электролиза можно будет нанести только очень тонкий слой, при этом при предварительной обработке толщина наносимого слоя (а также дополнительная доработка хонингованием) будет учтена.
В любом случае толщина наносимого слоя является очень небольшой, что позволит исключить необходимость внесения каких-либо изменений. В этом случае при предварительной обработке необходимо добиться почти полного соответствия конечным размерам.
При помощи хонингования поверхности можно придать небольшую шероховатость, которая, естественно, повлияет на нанесение покрытия. В предпочтительном варианте предварительно обработанная поверхность имеет шероховатость в пределах 1-4 мкм.
Перед нанесением покрытия поверхность необходимо очистить, в частности, обезжирить.
В соответствии с настоящим изобретением покрытие наносится посредством электролиза. В предпочтительном варианте осуществления настоящего изобретения покрытие наносится в электролитической ванне. Для этого целесообразно предусмотреть трафареты, закрывающие области, на которые наносить покрытие не нужно. С этой целью можно предусмотреть крышку, которая герметизирует зеркало цилиндра при помощи соответствующих средств, например, уплотнительных колец. Таким образом, с электролитом контактирует только та поверхность, на которую необходимо нанести покрытие.
Целью является сохранение исходной формы, предварительно полученной посредством хонингования, после нанесения покрытия. При электролизе электрод вводят в цилиндр. Оба элемента имеют примерно одинаковый продольный размер, между обоими элементами, т.е. между внешней окружностью электрода и поверхностью зеркала цилиндра, образуется кольцевой зазор, через который проходит электролитическая жидкость. При этом электрод выполняет роль катода, а блок цилиндров выполняет роль анода. Можно подать постоянный пульсирующий ток с напряжением от 400 до 500 В, при этом электролиз также можно производить с непульсирующим постоянным током или с переменным током. Подходящая сила тока — от 10 до 30 А/дм2. Время нанесения покрытия можно составлять от 2 до 10 минут, при этом можно одновременно наносить покрытие на все зеркала цилиндров. Разумеется, для этого необходимо предусмотреть для каждого зеркала цилиндра по одному электроду.
Посредством покрытия может быть нанесен, т.е. сформирован, износостойкий слой. Очевидно, что можно исключить подачу тепла и возникающие из-за нее изменения характеристик основного материала, которые могут наблюдаться при термическом напылении. Также это позволяет предотвратить деформации, возникающие под действием тепла. Исходная форма остается такой же, как и на первом этапе предварительной обработки, т.е. такой, какой была изготовлена, в частности, при помощи хонингования, с необходимыми отклонениями.
Целесообразно иметь возможность направленного выбора производственных параметров, например пористость покрытия может быть специально выполнена такой, чтобы улучшить способность удерживания масла. Пористость также уменьшает износ от трения скольжения, так как улучшается гидродинамическое смазывание. Также наносимое покрытие может иметь большую жесткость, что приводит к уменьшению трения скольжения в диапазоне смешанного скольжения при низких оборотах двигателя. Таким образом, можно увеличить срок службы двигателя.
Выгодно использовать электролитический способ нанесения покрытия для получения, например, оксидно-керамического покрытия. В одном из целесообразных вариантов осуществления настоящего изобретения можно наносить покрытие с помощью одного или более из следующих методов: плазменное электролитическое оксидирование (окисление) (РЕО), плазменное электролитическое осаждение (PED) и микродуговое оксидирование (окисление) (МАО). При этом образуемые слои состоят из одного или более оксидов основного материала, т.е., например, из оксида алюминия или оксида титана. При комбинировании методов слои покрытий предпочтительно наносят друг за другом на различных последующих этапах нанесения покрытия, когда используется соответствующий метод нанесения покрытия.
В одном из предпочтительных вариантов осуществления настоящего изобретения выполняется так называемое плазменное электролитическое осаждение (PED), осуществляемые в жидком электролите. При этом образуется слой, который не только врастает от поверхности в основной материал (алюминий, алюминиевый сплав), но и возникает в направлении к электроду, т.е., по сути, заполняет кольцевой зазор. При плазменном электролитическом осаждении, однако, можно создавать слои не только из оксида алюминия, но и из оксидов других металлов, например, из оксида титана.
В частности, очень выгодно, что при нанесении покрытия посредством электролиза, предпочтительно методом плазменного электролитического осаждения, на всей внутренней поверхности, даже в областях специально выполненных отклонений, образуется слой с равномерной толщиной. В этом случае необходимость доработки для удаления избытка нанесенного материала может практически отпасть, что, естественно, никак не повлияет на дополнительную доработку для обеспечения гладкости.
Полученные таким образом слои могут до определенной глубины врастать в основной материал, при этом слой снаружи имеет отличающуюся от нее большую толщину слоя. В этом случае слой с общей толщиной 11-20 мкм может быть получен очень тонким. Таким образом, толщина слоя, вросшего в основной материал, может составлять приблизительно 33% (т.е. примерно 1/3) от толщины растущего наружу слоя. Например, если толщина слоя составляет 11-20 мкм, то толщина слоя, вросшего в основной материал, будет около 3 мкм, причем растущий наружу слой будет иметь величину приблизительно 8-9 мкм. Даже если слой имеет толщину 20 мкм, это по-прежнему считается очень тонким. В этом случае приблизительно 5 мкм вросло бы в основной материал, причем слой с толщиной примерно 15 мкм был бы создан посредством роста наружу. Благодаря врастанию в основной материал слой дополнительно фактически сшит с основным материалом, что приводит к чрезвычайно хорошему соединению, т.е. адгезии слоя с основным материалом. При использовании в двигателях внутреннего сгорания даже отвод тепла через покрытие будет особенно эффективен, так как покрытие наносится гальванически, что, как уже было сказано выше, приводит к особенно прочному сцеплению с основным материалом. Этот слой, который является таким тонким, может особенно хорошо следовать поверхности, подвергаемой операции фасонного хонингования, что означает, что слой будет нанесен на нее без необходимости изменять эту поверхность, подвергаемую операции фасонного хонингования, в ее требуемом варианте.
Для сравнения покрытия, наносимые термическими методами, имеют толщину слоя от 50 до 250 мкм.
Слои, нанесенные при помощи электролиза имеют толщину, намного меньшую 50 мкм, и твердость, например, равную 1500 HV. Разумеется, свойства слоя, в том числе его толщину, размер пор и шероховатость, можно регулировать посредством производственных параметров применительно к электролизу (выбор электролита, его концентрации и температуры, типа тока, плотности тока, напряжения, продолжительности обработки), как сказано выше. Покрытие может иметь шероховатость Rz от 2 до 4 мкм и максимальное значение, например, Rpk 0,26 мкм. Поры могут иметь величину 2-3 мкм. Таким образом, выгодно, чтобы исходная форма с ее отклонениями от заданной цилиндрической формы могла быть создана еще до нанесения покрытия, при этом необходимо учитывать нанесение материала во время покрытия и небольшое удаление материала при необязательном шлифовании (что будет подробно рассмотрено ниже). При помощи отклонений, которые существенно компенсируются в рабочем режиме, так что в рабочем режиме формируется практически цилиндрическое зеркало цилиндра, поршневые кольца во время эксплуатации могут идеально прилегать к поверхности цилиндра.
Слой, нанесенный посредством электролиза, имеет на его поверхности, обращенной в кольцевой зазор, волнообразную форму, что связано с наличием пор и слоистой структурой. Эта поверхность не обязательно должна подвергаться дополнительной обработке, если волнистость невелика, что ожидается из-за низкой степени шероховатости слоя. Однако, необязательно, в любом случае дополнительная обработка может иметь место на следующем этапе, причем поверхность может быть сглажена. Дополнительная обработка может быть выполнена хонингованием или иными известными способами дополнительной обработки, даже грубым шлифованием или крацеванием. В некоторых вариантах осуществления поверхность может быть подвергнута дополнительной обработке путем операции фасонного хонингования при помощи алмазных брусков или подпружиненных керамических брусков. Таким образом, если для шлифования используются хонинговальные инструменты, державки которых подвешены в качающемся состоянии, при этом державки являются короткими относительно осевой протяженности зеркала цилиндра, при этом державки дополнительно длиннее коротковолновых компонент профиля покрытия, что позволяет выполнить требуемое шлифование. В этом случае материл, который был нанесен, удаляется в минимальной степени, причем геометрия покрытого зеркала цилиндра остается практически неизменной. Как уже было сказано, для дополнительной обработки можно также использовать крацевание, в частности, с помощью хонинговальных щеток. При необходимости можно также использовать гибкие хонинговальные щетки.
Однако во время дополнительной обработки для шлифования удаляемое количество материала поддерживается по существу небольшим, при этом уменьшается или почти полностью сглаживается волнообразность поверхности. В этом случае дополнительно обработанный, сглаженный слой имеет типичные для слоя поры. Посредством отклонений, которые практически компенсируются в рабочем режиме, так что в рабочем режиме формируется практически цилиндрическое зеркало цилиндра, поршневые кольца во время эксплуатации могут идеально прилегать к поверхности цилиндра, изготовленной согласно изобретению. На Фиг. 1 показано отдельное зеркало 1 цилиндра, которое имеет исходную форму 2, изготавливаемую по модели, которая имеет отклонения 3 от круглой формы. Исходная форма 2 показана в данном случае в ненагруженном состоянии. Зеркало 1 цилиндра является составной частью двигателя внутреннего сгорания (не показан), в котором может быть более одного зеркала цилиндра. Зеркало 1 цилиндра расположено в блоке цилиндров (не показан), который, например, состоит из алюминия или алюминиевого сплава. Изображенная на чертеже стрелка 4 обозначает направление коленчатого вала. Основной материал (алюминий, алюминиевый сплав) блока цилиндров, т.е. зеркала цилиндра, имеет необработанную форму, т.е. представляет собой заготовку цилиндрической формы, из которой необходимо получить исходную форму 2, изображенную на Фиг. 1.
Исходная форма 2 будет изготовлена так, чтобы иметь некруглую форму в ненагруженном состоянии, чтобы в рабочем состоянии, т.е. в нагруженном состоянии, зеркало цилиндра деформировалось. Отклонения зеркала рассчитаны, т.е. смоделированы, таким образом, что деформация зеркала цилиндра в рабочем состоянии, т.е. в нагруженном состоянии, отсутствует, так что в рабочем состоянии достигается практически цилиндрическое зеркало 1 цилиндра.
На Фиг. 2 изображена цилиндрическая форма в виде пунктирных линий 5 в качестве примера для зеркала цилиндра диаметром 92,2 мм. Отклонения от некруглой формы обозначены на Фиг. 2 сплошной линией 6.
Кроме того, на Фиг. 1 дополнительно изображена размерная шкала 7, показывающая расстояние от плиты блока цилиндров в сторону картера коленчатого вала. В нижней части 8, т.е., области картера коленчатого вала, изготавливаемая исходная форма 2 должна иметь цилиндрическую форму. Это потому что даже в рабочем режиме в этой области не будут возникать деформации цилиндра некруглой формы.
По направлению к плите блока цилиндров в нагруженном состоянии должны быть приняты во внимание деформации, так чтобы деформации могли быть соответствующим образом введены в исходную форму 2 так, чтобы деформации в нагруженном состоянии были в идеальном случае полностью скомпенсированы.
С этой целью для обработки изначально необработанной заготовки блока цилиндров, в которой выполнено зеркало цилиндра (см. Фиг. 2, линия 5), используют операцию фасонного хонингования. Разумеется, линия 5 не обозначает внутреннюю стенку обрабатываемой заготовки. Линия 5 обозначает идеальную цилиндрическую форму для нагруженного состояния.
Во время операции фасонного хонингования видимые структуры в модели исходной формы 2, как показано на Фиг. 1, включены в блок цилиндров, т.е. в заготовку для зеркала цилиндра. Расстояние от плиты блока цилиндров можно определить в каждом случае для примера по следующим типичным точкам в вертикальном направлении. Отклонения от некруглой формы присвоены этим примерным точкам, так что, используя линию 6, показана поверхность, подлежащая операции фасонного хонингования.
Если поверхность, котороая имеет форму в соответствии с моделью, представленной на фиг. 1, подвергнута операции фасонного хонингования, поверхность, подвергнутая операции фасонного хонингования покрыта, и, в частности, покрыта износостойким и твердым слоем покрытия. В соответствии с настоящим изобретением покрытие наносится электролитическим методом, предпочтительно плазменным электролитическим осаждением (PED).
Таким образом, покрытие наносится гальванизацией, при этом часть покрытия врастает в основной материал, а другая часть создается в направлении центральной вертикальной оси зеркала цилиндра. Например, если общая толщина покрытия составляет 11 мкм, то оно врастает в основной материал примерно на 3 мкм и примерно 8 мкм создается в направлении центральной вертикальной оси, т.е. относительно поверхности, первоначально подвергнутой операции фасонного хонингования (линия 6). Такой слой 8 можно увидеть на Фиг. 3 по волнистому представлению, при этом часть покрытия, вросшая в основной материал, не показана.
Таким образом, покрытие является очень тонким и следует за формой поверхности, подвергнутой операции фасонного хонингования, без изменений конструкции в соответствии с заданной исходной формой 2. В данном случае особое преимущество электролитического метода нанесения покрытия заключается в том, что его необязательно подвергать дополнительной обработке. Следует понимать, что на Фиг. 3 показана поверхность покрытия с увеличенными неровностями. Тем не менее, поверхность покрытия 8 может быть необязательно отшлифована, для чего используются операция хонингования, предпочтительно операция фасонного хонингования.
На Фиг. 4 и 5 представлено поперечное сечение на расстоянии 5 мм (Фиг. 4) и 15 мм (Фиг. 5) от плиты блока цилиндров. Пунктирная линия 9 обозначает идеальную заданную цилиндрическую форму в нагруженном состоянии. Линия 10 показывает поверхность, подвергнутую операции фасонного хонингования, со смоделированными отклонениями. При этом в окружном направлении в качестве примера указаны значения направлений в градусах, соответствующие величинам отклонений, присвоенных в модели исходной формы 2. Волнистая линия 11 обозначает слой 8 с волнообразной поверхностью, как и на Фиг. 3. Само собой разумеется, что нанесение слоя 8 должно быть равномерным, а не неравномерным, что связана с неточностью чертежа. Линия 12 на Фиг. 4 и 5 обозначает направление деформации и противоположное ему направление.
Разумеется, представленные значения приведены исключительно в качестве примера.





Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от . Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Основное назначение хонингования

Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Источник https://centerakpp.ru/honingovanie/
Источник https://automobile-zip.ru/systems-and-nodes/honingovanie-cilindrov-cto-eto-takoe.html
Источник https://avtokart.ru/tehservis/hon-ili-zerkalo.html