Содержание
Технология восстановления деталей двигателя
1. Восстановление блока и головки блока цилиндров
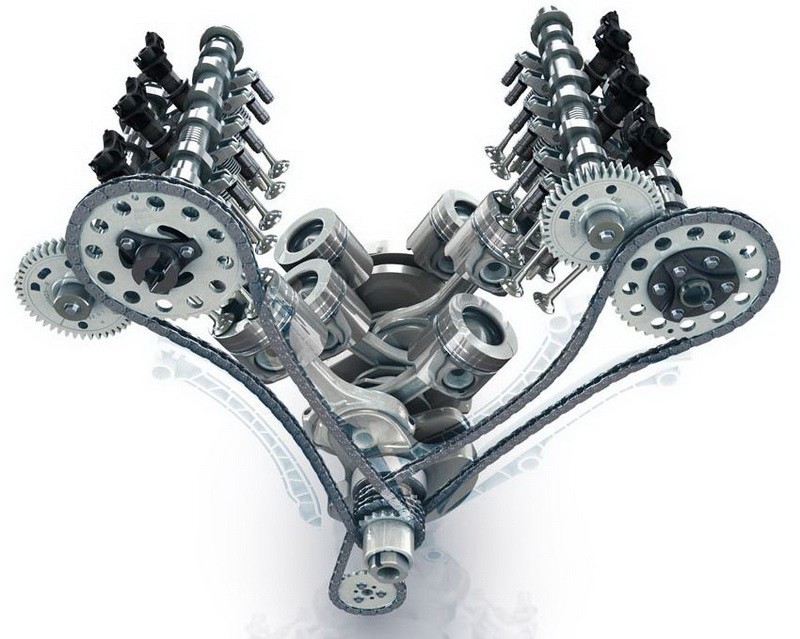
Блок цилиндров (рис. 1) служит основой двигателя. К его верхней части крепится головка блока. Блок цилиндров – литая деталь, как правило, из чугуна, реже – из алюминиевого сплава. Блок цилиндров выполняет ещё одну важную функцию – по отверстиям, которые в нём изготовлены, масло под давлением подаётся к местам смазки. ДВС с жидкостным охлаждением имеют также отверстия, по которым охлаждающая жидкость попадает в головку блока.

Рис. 1. Блок цилиндров ДВС: а – двухрядный V-образный; б – однорядный 4-цилиндровый
Технология восстановления
Для восстановления эксплуатационных свойств блока и головки блока цилиндров ДВС в общем случае применяют следующие технологические операции:
- предварительная мойка;
- расточка/ хонингование блока цилиндров;
- гильзование чугунного или алюминиевого блока цилиндров;
- расточка/ хонингование постели коленвала;
- шлифование плоскости блока цилиндров;
- электродуговая и холодная молекулярная заварка дефектов;
- микродуговое оксидирование;
- газотермическое напыление;
- опрессовывание блока и головки блока цилиндров;
- шлифование головок блока цилиндров;
- правка рабочей фаски седла клапана;
- притирание клапана;
- установка футорки под свечу.
Мойка деталей
Для этого используется автоматическая моечная машина контейнерного типа. Сверху и снизу барабана, в который укладываются детали, расположены две пары труб с установленными в них жиклерами, через которые под давлением подается разогретый до 90° специальный моющий состав, под действием которого приблизительно в течение 15 минут растворяются масляные отложения, смываются грязь и продукты износа с поверхностей деталей, после чего детали омывают проточной горячей водой в отдельной ванне. Далее впускные и выпускные каналы, камеры сгорания и привалочные плоскости головки блока цилиндров очищаются с помощью металлических щеток (рис. 2).

Рис. 2. Подготовка деталей к восстановлению: а – загрузка в моечную машину; б – очистка клапанов в головке блока цилиндров металлическими щетками
Дефектация
Во время дефектации тщательно изучается состояние деталей головки: визуальный осмотр тела головки блока цилиндров, измерение стебля клапана, биение тарелки клапана, промер внутренних
диаметров направляющих втулок клапанов, осмотр свечных отверстий, состояние резьбы шпилек, проверка плоскостности привалочных поверхностей и др. Для этого необходимо иметь целый ряд контрольно-измерительных приборов. Во время этой операции заполняется дефектационная ведомость, на основании которой формируется заключение о необходимом объеме работ.
2. Способы восстановления блоков цилиндров ДВС
- Расточка и хонингование цилиндров
Для расточки рядных блоков используются специальные станки российского или импортного производства, дающие наиболее точные размеры цилиндров, например VB 182 M фирмы AZ. Шпиндель этого станка может перемещаться только по вертикали, поэтому базирование блока цилиндров относительно шпинделя осуществляется путем перемещения стола с закрепленным на нем блоком. При таком способе центрирования цилиндра погрешность базирования минимальная, однако производительность не самая высокая. Тем не менее на нынешний момент это наиболее распространенная схема (рис. 3, а).

Рис. 3. Восстановление блока цилиндров: а – расточка цилиндров; б – хонингование; в – фрезерование плоскости
V-образные блоки растачиваются от постели коленчатого вала. Для этого также лучше использовать станок американского производства FN фирмы Kwik-Way. Простота установки блока и автоматическое базирование шпинделя существенно увеличивают производительность данного оборудования при незначительном снижении точности базирования.
Хонингование – финишная операция, при которой обеспечивается необходимый размер цилиндра, достигаются минимальные отклонения от круглости и цилиндричности, формируются специальный микрорельеф и определенная структура металла на поверхности цилиндра. Используется хонинговальный станок AZ CH 150 (рис. 3, б).
Фрезеровка необходима для обеспечения плоскостности привалочных поверхностей, а также для устранения забоин и царапин на них (рис. 3, в). При сильном перегреве мотора механики, как правило, проверяют привалочную плоскость головки блока цилиндров, забывая про блок. Несмотря на то что головка деформируется значительно сильнее блока, пренебрегать проверкой плоскости блока не следует. Прогиб около 0,05…0,07 мм может являться причиной утечек охлаждающей жидкости или попадания ее в цилиндры.
- Восстановление чугунного блока цилиндров сваркой
Для восстановления цилиндров пользуются методом сварки. С этой целью проводят следующие работы. Удаляют дефектное место газовой резкой или механическими способами. Разделывают место под сварку. Сварка сопровождается предварительным и сопутствующим обогревом цилиндра, для чего приходится сооружать специальные печи с электрообогревом. Для ускорения сварки применяют электроды большого диаметра. Наложение слоев проводят с послойной проковкой шва пневматическим молотком-зубилом. Особенности ремонтной сварки чугунных изделий и материалы для ее осуществления приведены в пункте 3.7 учебного пособия.
При заварке трещин в чугунных блоках (рис. 4) выполняют следующие операции:
- снятие с кромок трещин фасок с углом разделки 70…80°;
- грубая обработка фасок (желательно с образованием насечки);
- очистка места сварки от грязи, масла и ржавчины; подогрев подготовленных к сварке мест пламенем газовой горелки до температуры 900…950 °С;
- нанесение на подогретую поверхность слоя флюса (как правило, это бура кристаллическая);
- нагрев в пламени горелки конца латунной проволоки;
- натирание разогретой до плавления латунной проволокой горячих кромок трещины (латунь должна покрывать фаски тонким слоем);
- заварка трещины газовой горелкой с подачей латунной проволоки;
- медленный отвод пламени горелки от детали;
- закрытие сварного шва листовым асбестом или тефлоном.

Рис. 4. Разделка трещины в блоке цилиндров ДВС
3. Восстановление отверстий коренных опор чугунных блоков цилиндров двигателей комбинированным способом
Разработан ресурсосберегающий технологический процесс восстановления поверхности отверстий коренных опор чугунного блока цилиндров комбинированием электроискровой наплавки и нанесения металлополимерного покрытия, позволяющий обеспечить необходимую размерную, геометрическую и пространственную точность восстановления поверхностей и повторно использовать часть деталей, ранее подвергшихся выбраковке.
- Восстановление блоков цилиндров двигателей с помощью напыления
Напыление – один из наиболее интересных и эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы и нагревается в процессе движения с потоком газа до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду.
- Микродуговое оксидирование внутренней поверхности цилиндров из алюминиевого сплава
В настоящее время метод микродугового оксидирования является наиболее перспективным по сравнению с существующими технологиями нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике.
- Восстановление «холодной» молекулярной сваркой
Восстановление поверхностей под упорные полукольца в блоке цилиндров традиционными способами связано с большими трудозатратами и иногда не обеспечивает необходимое качество восстановленной детали. Применение холодной молекулярной сварки для ремонта этой неисправности позволяет восстановить исходные геометрические размеры изношенной поверхности, свести к минимуму механическую обработку блока и все это в течение двух часов. Следует заметить, что можно восстанавливать как наружную, так и внутреннюю поврежденные поверхности.
4. Восстановление головок блока цилиндров двигателей
Полный цикл восстановительных работ гарантирует длительную и безупречную работу головок блоков цилиндров. Проводят следующие восстановительные операции:
- глубокая мойка и чистка головок от отложений нагара;
- заварка трещин;
- шлифовка поверхности прилегания;
- замена направляющих втулок клапанов;
- замена клапанов;
- замена седел;
- притирка клапанов;
- замена стаканов форсунок;
- проверка на герметичность прилегания клапанов и гидроиспытания на герметичность.
Заварка трещин на головке блока, изготовленной из алюминиевого сплава, вызывает особые затруднения вследствие технологических затруднений, возникающих при сварке алюминия, и высоких требований к точности размеров и формы самого изделия.
Присущие всем алюминиевым сплавам затруднения при электродуговой наплавке, связанные с наличием тугоплавкого окисла на поверхности основного и присадочного материалов, преодолеваются тщательной подготовкой перед сваркой проволоки (обычно методом травления в 10 %-ном растворе щелочи с последующей промывкой водой и просушкой) и механической зачисткой поверхности основного материала металлической щеткой или шабером. В процессе наплавки окисная пленка удаляется воздействием механизма «катодного распыления», возникающего при наличии обратной полярности сварочного тока. Однако в тех случаях, когда изделие работает в условиях масляной ванны или в условиях интенсивной смазки, требуется более тщательная подготовка основного материала: либо обжиг восстанавливаемой поверхности открытым пламенем, либо глубокая (до 0,5 мм) механическая обработка режущим инструментом.
Большие технологические затруднения при наплавке вызывают такие свойства алюминиевых сплавов, как высокий коэффициент теплопроводности и линейного расширения. Высокая теплопроводность материала изделия требует для получения гарантированного сплавления основного и присадочного материалов применение мощных источников тепла и форсированных режимов наплавки. При этом происходит интенсивный разогрев изделия, увеличивается глубина проплавления основного материала, что с учетом высокого коэффициента линейного расширения приводит к короблению самого изделия и, соответственно, к нарушению его эксплуатационных характеристик. Особенно высокие требования по части отсутствия коробления предъявляются именно к таким изделиям, как головки блоков цилиндров, где требуется обеспечить соосность посадочных отверстий с отклонением не более 0,05 мм. Существующие технологии восстановления таких изделий предусматривают использование предварительного подогрева с целью минимизации воздействия термического цикла сварки на основной металл, наложение каждого последующего валика с промежуточным охлаждением металла, что значительно уменьшает производительность процесса и увеличивает затраты.
Имеется опыт заварки трещин на головке блока ДВС автомобиля «ВАЗ», изготовленной из сплава АЛ25, с помощью трехфазной аргонодуговой сварки с применением присадочной проволоки, подключенной к средней фазе источника питания. Такой способ ремонта позволил устранить течь водяной рубашки без использования предварительного подогрева изделия и без нарушения его геометрических параметров.
5. Восстановление опорной стойки распределительного вала дизельного двигателя
Опорная стойка распределительного вала двигателя предназначена для поддержания вала в горизонтальном положении и должна обеспечивать свободное вращение вала вокруг своей оси. Конструктивно опорная стойка выполнена из двух половин, одна из которых — нижняя – жестко закреплена болтовым соединением на головке блока двигателя, а вторая – верхняя – предназначена для фиксации распределительного вала в посадочном месте. Вместе они создают самосмазывающийся подшипник скольжения, который на внутренней поверхности имеет каналы для подачи смазки.
Опорная стойка распределительного вала (рис. 5) изготовлена из литейного алюминиевого сплава АЛ-9, который обладает хорошими литейными свойствами, герметичностью, сравнительно высокой прочностью и пластичностью. Возможность применения этого сплава в подшипниках скольжения обусловлена тем, что после проведения термообработки (закалка + старение) поверхность детали достигает твердости до 80 НВ.

Рис. 5. Конструкция опорной стойки распределительного вала: 1 – крышка подшипника; 2 – опорная стойка; 3 – гайки крепления
Во время работы двигателя при вращении распределительного вала подшипник скольжения воспринимает различные виды нагрузок и, несмотря на обильную смазку, изнашивается за счет истирания или увеличивает свои посадочные размеры за счет пластического деформирования при «биении» вала. Естественно, изношенные подшипники скольжения подлежат замене и последующему восстановлению эксплуатационных свойств.
Восстановление алюминиевых подшипников скольжения выполняется с помощью аргонодуговой сварки, но при этом возникает ряд затруднений, связанных как с особенностями сварки самого алюминия, так и с особенностями конструкции и требованиями, предъявляемыми к восстановленной детали.
Обеспечение необходимой твердости наплавленного слоя достигается применением присадочного материала, отличающегося по своему составу от основного материала. Технологический процесс наплавки опорной стойки распределительного вала судового дизельного двигателя предусматривает применение присадочной проволоки марки Св-1557. Если сплав АЛ-9 содержит кремния – 6 %, магния – 0,2 %, железа – 0,6 %, то проволока Св-1557 имеет следующий состав: магний – 5 %, марганец – 0,4 %, хром – 0,15 %, бериллий – 0,003 %. Чаще всего для получения более высоких показателей твердости наплавленного слоя осуществляют термообработку изделия – закалку и искусственное старение.
6. Технология наплавки опорной стойки распределительного вала
Для того чтобы повысить производительность процесса, уменьшить термическое влияние сварочной дуги на основной металл и уменьшить коробление изделия, была разработана технология наплавки посадочных мест подшипника скольжения опорной стойки распредвала судового двигателя с помощью трехфазной аргонодуговой сварки с перераспределением теплового потока от дуги между основным металлом и присадочной проволокой, подключенной к средней фазе трехфазного источника питания. Для наплавки используется специальный сварочный стенд, включающий источник питания трехфазной дуги УДГТ-315У2, сварочную горелку ГАСТ-5 с тремя степенями свободы, реостат балластный РБ-6, сварочный стол с перемещающейся от электропривода кареткой, ножной пульт управления, механизм подачи присадочной проволоки, контрольно-измерительные приборы, баллон с аргоном, снабженный газовым редуктором и расходомером. Технологический процесс наплавки включает следующие операции.
1. Подготовить присадочную проволоку для наплавки: диаметр проволоки 2 мм, марка проволоки Св-1557:
- травить в 10 %-ном растворе NaOH в течение 10 минут;
- промыть проточной водой и просушить струей воздуха.
2. Подготовить посадочную поверхность опорной стойки к наплавке:
- удалить верхний слой металла на глубину 0,5 мм по всей поверхности наплавки фрезой на горизонтально-фрезерном станке;
- собрать отдельные половины подшипников (верхние и нижние) в ряд по 12 штук в каждом в специальном зажимном приспособлении, прокладывая между каждой половиной медную пластину соответствующей конфигурации и толщиной 2 мм;
- зачеканить маслоканалы кусками медной проволоки диаметром, соответствующим диаметру канала;
- протереть фрезерованные поверхности собранных блоков подшипников ветошью, смоченной этиловым спиртом;
- установить собранные блоки на сварочный стол и закрепить так, чтобы наплавку можно было вести по образующей поверхности.
3. Включить источник питания трехфазной дуги УДГТ-315У2 с предварительной продувкой аргоном сварочной горелки ГАСТ-5.
4. Подключить через балластный реостат к средней фазе источника питания посредством скользящего контакта (мундштука) присадочную проволоку.
5. Установить параметры режима наплавки: ток в электродах
- 110 А, ток через балластное сопротивление – 140 А, расход аргона
- 8 л/мин, скорость наплавки – 15 м/ч, скорость подачи проволоки
- 45 м/ч, установочная длина дуги – 4 мм.
6. Подвести место начала наплавки под сварочную горелку и зажечь с помощью осциллятора межэлектродную дугу.
7. Замкнуть присадочную проволоку на изделии непосредственно под электродами сварочной горелки.
8. Включить с помощью ножного пульта управления основную дугу и развести сварочную ванну, соизмеримую с диаметром присадочной проволоки (4…5 мм).
9. Задать перемещение сварочной каретке и одновременно подачу присадочной проволоки и наплавить валик по всей длине собранного блока подшипников.
10. Повернуть зажимное приспособление вокруг своей оси таким образом, чтобы последующий валик перекрывал предыдущий не менее чем на четверть его ширины.
11. Повторить операции с 6 по 10 до тех пор, пока не будет наплавлена вся поверхность подшипника скольжения опорной стойки.
Используя эффект разделения теплового потока трехфазной дуги между присадочной проволокой и основным металлом, можно наплавлять как в автоматическом, так и в ручном варианте детали из алюминиевых сплавов сложной формы и с малой толщиной стенки.
7. Плазменная наплавка впускных и выпускных клапанов
Внешне конструкция клапана довольно проста (рис. 6). Основные части: стебель, перемещающийся в направляющей втулке, и головка, которая «садится» на седло, герметизируя камеру сгорания. Формой головка напоминает перевернутую вверх дном тарелку, поэтому головку называют еще «тарелкой клапана». Она имеет рабочую фаску с углом 30 или 45° относительно плоскости тарелки и цилиндрический поясок. Он необходим для увеличения жесткости тарелки и защиты ее кромок от обгорания и коробления. Кроме того, поясок позволяет сохранить основные геометрические размеры тарелки клапана в случае перешлифовки его рабочей фаски.

Рис. 6. Конструкция клапана ДВС
Основанием для отбраковки клапана служат следующие дефекты:
- явные повреждения клапана: изгиб стебля, прогары, трещины, забоины;
- изменение диаметра стебля по его длине более 0,02 мм;
- ступенчатый или боковой износ стебля клапана;
- поврежденные проточки под сухари;
- уменьшение высоты цилиндрического пояска ниже допустимой производителем;
- расклеп торцевой части стебля и глубина выработки торцевой части более 0,2…0,3 мм.
Перспективной технологией восстановления является плазменная порошковая наплавка. Плазменная порошковая наплавка отличается высоким качеством наплавленного металла, малыми остаточными напряжениями и как следствие – отсутствием деформаций восстанавливаемых деталей. В качестве присадочных материалов применяются различные порошки: быстрорежущие, хромоникелевые и высокоуглеродистые легированные сплавы, бронзы и др.
Существовавшие ранее технологии наплавки клапанов в России были ориентированы на нанесение сплавов на основе никеля (например, порошок ПГ-СР 2) с использованием плазменно-дугового процесса. Эта технология на сегодняшний день не отвечает требованиям надежности и долговечности клапанов в связи с недостаточно высокой коррозионнои износостойкостью покрытия при высоких температурах. Ведущие зарубежные фирмы DELORO STELLITE (Великобритания), INTERWELD (Австрия), SNMI (Франция), выпускающие оборудование для наплавки клапанов и внедряющие этот процесс во всем мире, ориентируются на новую технологию, получившую название РТА-процесс (plasma transferred arc), в русском варианте – процесс плазменной наплавки-напыления (ПНН) или плазменно-порошковой наплавки (ППН). В качестве присадочного материала для наплавки клапанов используется исключительно материал на основе кобальта (стеллит). Производители этих материалов выпускают до 20 модификаций различных стеллитов. Такая технология сейчас используется повсеместно на всех российских заводах – производителях автомобилей и на ремонтных предприятиях.
Сущность процесса ППН (рис. 7) состоит в нанесении порошковых покрытий толщиной 0,5…4,0 мм с гибким регулированием ввода тепла в порошок и изделие плазмотроном с двумя дугами — основной и пилотной. При этом пилотная (косвенная) дуга используется для расплавления присадочного материала, а основная дуга (переносимая на изделие) – для поддержания температуры частиц порошка на детали.

Рис. 7. Процесс плазменно-порошковой наплавки фаски клапана
При ППН увеличение времени нахождения частиц порошка при высокой температуре способствует максимальному сцеплению и уплотнению частиц с минимальным перегревом поверхности детали. Оптимизация основных характеристик процесса (токов основной и пилотной дуги, расстояния до изделия, скорости подачи порошка и скорости перемещения изделия относительно плазмотрона) ведет к минимальной чувствительности к скорости подачи порошка и в определенных пределах к скорости перемещения изделия.
Технологический процесс наплавки клапанов состоит из следующих операций:
- предварительная очистка и дефектация;
- подготовка поверхности;
- непосредственно процесс наплавки;
- термическая обработка;
- предварительная механическая обработка;
- дефектоскопия наплавленной поверхности;
- окончательная механическая обработка;
- технический контроль;
- маркировка.
Для ремонта клапанов без наплавки методом проточки фаски американской фирмой NEWAY создан ручной специальный комплект инструмента GIZMATIC. Набор свободно умещается в слесарном чемоданчике. Преимущество GIZMATIC заключается в том, что фрезы уже настроены так, чтобы формируемый угол рабочей фаски клапана составлял 45°30′′ или 30°30′′. Это приспособление позволяет обработать фаски клапанов любых встречающихся размеров. GIZMATIC снабжен устройством самоцентрирования режущих ножей относительно клапана и микролифтом, обеспечивающим точную вертикальную подачу режущей головки к клапану (рис. 8).

Рис. 8. Ручной инструмент GIZMATIC для ремонта фаски клапанов: а – схема инструмента; б – внешний вид в тисках
8. Наплавка стальных коленчатых валов
Наиболее простым из существующих в настоящее время способов наплавки стальных коленчатых валов с изношенными шейками является автоматическая наплавка под слоем легирующего флюса. При этом способе термическая обработка валов не нужна, потому что наплавленный металл в процессе его охлаждения самозакаливается до требуемой твердости. После наплавки коленчатые валы не укорачиваются. Усталостная прочность коленчатых валов, наплавленных под легирующим флюсом, несколько понижается, но это на их ходимость особого влияния не оказывает.
Автоматическую наплавку коленчатых валов под слоем флюса производят на специальных установках, основными элементами которых являются токарный станок, наплавочная головка и источник питания сварочной дуги. Чтобы снизить обороты шпинделя станка, между его приводом и ведомым шкивом устанавливают редуктор, рассчитанный на вращение шпинделя с частотой 2…5 об./мин. Для подачи электродной проволоки в зону горения дуги используются наплавочные головки. Возможно применение головок ОКС-1031Б, ОКС-1252А и др. Новая наплавочная головка ОКС-5523 работает в полуавтоматическом режиме. Особенностью ее является бесступенчатое регулирование скоростей подачи электродной проволоки и наличие универсальных центросместителей.
В качестве источников тока при автоматической наплавке под слоем флюса используют преобразователи ПСГ-500, ПСУ-500-2, выпрямители ВС-600, ВДУ-1202 и др.
Стальные коленчатые валы наплавляют чаще всего пружинной проволокой 2-го класса диаметром 1,6…2 мм. Флюс используют для защиты расплавленного металла от воздействия воздуха, стабилизации горения дуги и легирования наплавленного металла. Наибольшее применение при наплавке шеек стальных валов находит комбинированный флюс такого состава: флюс марки АН-348А – 93 %, графит порошковый – 2,5 %, феррохром порошковый – 2 %, жидкое стекло натриевое – 2,5 %.
Перед наплавкой восстанавливаемые поверхности шеек валов зачищают абразивной шкуркой до металлического блеска. Проволоку для наплавки очищают от ржавчины и органических масел. Для снятия с электродной проволоки остатков смазки перед входом проволоки в наплавочную головку устанавливают резиновые шайбы.
Отверстия масляных каналов коленчатого вала перед наплавкой закупоривают графитовой пастой, которую приготавливают в виде смеси графита с «жидким стеклом». Эту операцию выполняют заранее, чтобы паста успела затвердеть (приблизительно за 3…5 ч до наплавки).
Деталь в установочном приспособлении (центросместителе) нужно жестко закрепить, биение наплавляемых шеек не должно превышать 1,5 мм.
Наплавку шеек ведут на следующих режимах: напряжение на дуге – 22…26 В, сила сварочного тока – 170…200 А, частота вращения детали – 3…4 об./мин, шаг наплавки – 3…4 мм/об. Скорость подачи проволоки зависит от ее диаметра. При диаметре проволоки 1,6 мм скорость ее подачи составляет 100…120 м/ч, при диаметре 1,8 мм – 90…110 м/ч, при диаметре 2 мм – 80…100 м/ч.
В процессе наплавки флюс должен закрывать сварочную ванну и дугу, горящую между деталью и проволокой, достаточно толстым слоем. Малейшее обнажение электрической дуги приводит к нарушению стабильности протекания процесса, разбрызгиванию электродного металла, плохому формированию шва, образованию в наплавленном металле пор и раковин. Для того чтобы флюс лучше удерживался на поверхности шейки, электродную проволоку подают к детали с некоторым (8…10 мм) смещением по отношению к зениту в сторону, противоположную вращению детали. Чтобы поверхность наплавки была более ровной, образующийся валик должен перекрывать ранее наплавленный не менее чем на треть его ширины.
Современные технологии восстановления чугунных коленчатых валов Для восстановления чугунных коленчатых валов разработан целый ряд различных технологических процессов, которые предусматривают как механическую, так и термомеханическую обработку, в том числе наплавку и напыление. Применение той или иной технологии зависит от степени износа валов, а также от наличия на предприятии соответствующего оборудования и материалов.
Шлифовка под ремонтные размеры. Один из часто применяемых способов восстановления работоспособности коленчатых валов – шлифовка под ремонтные размеры. Преимущества этого способа в его простоте и минимальности технологических операций. Из оборудования требуется наличие круглошлифовального станка и типовой оснастки к нему. У этого способа имеется и ряд недостатков: потеря взаимозаменяемости деталей, потребность в дополнительных деталях (вкладыши) с ремонтными размерами, наличие складских площадей под них.
Вибродуговая наплавка в жидкости. При этом способе качество наплавленного металла зависит от многих факторов и резко ухудшается при изменении режимов наплавки и химического состава электродной проволоки. Поэтому даже при хорошо отлаженном процессе восстановления на шейках чугунных коленчатых валов часто встречаются поры и трещины. Количество пор увеличивается по глубине слоя, поэтому восстановленные чугунные коленчатые валы шлифуют лишь до третьего ремонтного размера, а затем выбраковывают. Усталостная прочность чугунных коленчатых валов, восстановленных вибродуговой наплавкой в жидкости, снижается на 35…40 %. Однако благодаря двукратному запасу прочности в эксплуатации наблюдается незначительное количество их поломок. Но применение этого способа наплавки для восстановления чугунных коленчатых валов двигателей грузовых автомобилей из-за значительного снижения усталостной прочности становится неприемлемым.
Вибродуговая наплавка в водокислородной среде. При этом способе восстановления наплавленный металл имеет структуру троостита, переходящую в сорбитообразный перлит с твердостью слоя HRC 42…48. Такой металл по износостойкости уступает высокопрочному чугуну, тем не менее коленчатые валы, восстановленные этим способом, обеспечивают срок службы двигателей, соответствующий пробегу автомобиля 50…60 тыс. км. В целом эксплуатационные свойства таких валов изучены недостаточно, но из-за низкой в сравнении с высокопрочным чугуном износостойкости наплавленного металла этот способ наплавки не может быть рекомендован к повсеместному использованию.
Двухслойная наплавка проволокой Св-08 под легирующим слоем флюса. Способ наплавки разработан в НИИАТе в СССР. Лучшие результаты из многочисленных вариантов двухслойной наплавки получаются при использовании малоуглеродистой проволоки Св08 диаметром 1,6 мм и легирующего флюса АН-348А (2,5 части графита, 2 части феррохрома № 6 и 0,25 части жидкого стекла). Металл первого слоя имеет аустенитное строение и твердость HRC 35…38, второй слой – мартенситное строение и твердость HRC 56…62 и содержит небольшое количество пор. Недостатком этого способа наплавки является образование большого количества трещин в наплавленном слое, вызывающих повышенный износ сопряженных вкладышей. Усталостная прочность чугунных коленчатых валов двигателей ЗМЗ 53-А, восстановленных двухслойной наплавкой под легирующим флюсом, снижается на 26…28 %, т. е. меньше, чем при вибродуговой наплавке в жидкости. Наличие на поверхности шеек большого количества трещин не позволяет рекомендовать этот способ для широкого применения.
Наплавка в среде углекислого газа. Данный способ наплавки также разработан в НИИАТе. Шейки чугунных коленчатых валов наплавлялись проволокой разных марок, в том числе Нп-2Х13, ОВС, Св-12ГС, Нп-30ХГСА, Св-08 и др. Во всех случаях структура наплавленного металла была неудовлетворительной, в слое имелись поры и трещины. Наименьшее количество дефектов на поверхности шеек получается при наплавке проволокой Нп-2Х13, наплавленный металл при этом имеет структуру аустенита с карбидной сеткой и неравномерную по длине твердость, колеблющуюся от HRC 51…60. Износ шеек чугунных коленчатых валов, наплавленных в углекислом газе проволокой Нп-2Х13, был больше ненаплавленных шеек. Усталостная прочность при этом способе снижается на 45…50 %. Из-за указанных недостатков такую наплавку применять нецелесообразно.
Плазменная металлизация. Среди новых технологических процессов большой интерес для восстановления деталей автомобилей представляют способы нанесения металлопокрытий с использованием плазменной струи в качестве источника тепловой энергии. Наиболее перспективным способом восстановления деталей нанесением износостойких металлопокрытий является плазменное напыление с последующим оплавлением покрытия. При этом в металле оплавленного покрытия доля основного металла минимальна. Покрытие обладает высокой износостойкостью, без пор и трещин. Процесс является высокопроизводительным. Недостаток этого способа – высокие начальные капиталовложения в оборудование. При отсутствии оборотных средств у предприятий этот недостаток не позволяет рекомендовать способ к повсеместному использованию.
Наплавка под легирующим флюсом по оболочке. Этот способ восстановления чугунных коленчатых валов позволяет получить наплавленный металл без пор и трещин при более высокой по сравнению с другими способами усталостной прочности восстановленных чугунных коленчатых валов. Достоинством способа является отсутствие пор и трещин, высокие прочностные характеристики и простое, доступное по цене оборудование.
Сущность способа заключается в следующем. Деталь обвертывают металлической оболочкой из листовой стали, плотно прижимают оболочку к поверхности детали с помощью специального приспособления и сваркой в среде углекислого газа прихватывают ее в стыке. После удаления приспособления производят автоматическую наплавку детали под флюсом по металлической оболочке непосредственно.
Известно, что для устранения трещин в наплавленном металле необходимо уменьшить в нем содержание углерода, кремния, марганца, серы и фосфора. Поскольку высокопрочный чугун содержит значительное количество этих элементов, при экспериментах применяли оболочку из стали 08 и проволоку Св-08, содержащие их в небольшом количестве.
При наплавке под флюсами АН-348А, ОСЦ-45, АН-15, АН-20 лучшее формирование слоя и меньшее количество дефектов получилось при использовании флюса АН-348А. С увеличением толщины оболочки глубина проплавления высокопрочного чугуна снижается, соответственно, уменьшается поступление в наплавленный металл углерода, кремния, марганца и других элементов. Поэтому для получения наплавленного металла мартенситной структуры с твердостью HRC 56…62 во флюс добавляли графит и феррохром, обеспечивая содержание в наплавленном металле углерода 0,6…0,8 % и требуемое количество хрома.
При толщине оболочки 0,8 мм трещины и поры в наплавленном металле отсутствовали, в то время как при обычных способах наплавки высокопрочного чугуна при содержании углерода 0,6…0,8 % трещин и пор избежать не удается.
С увеличением толщины оболочки уменьшается глубина проплавления чугуна и, соответственно, количество образующейся окиси углерода, вызывающей образование пор. При толщине оболочки 0,8 мм и более небольшое количество окиси углерода успевает выделиться из расплавленного металла и пор в нем не наблюдается. Устранению трещин при наплавке по оболочке способствуют два фактора: уменьшение поступления в наплавленный слой кремния, марганца, магния и снижение величины и скорости нарастания растягивающих напряжений в наплавленном валике в период его кристаллизации. Образование горячих трещин происходит в период нахождения расплава в твердожидком состоянии при определенной величине и скорости нарастания внутренних напряжений.
Высокоскоростное газотермическое напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью от 300 до 1000 м/с на поверхность детали (рис. 9).

Рис. 9. Процесс газотермического напыления шеек коленчатого вала
Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки. При этом происходит увеличение износостойкости более чем в 1,5 раза, увеличение коррозионной стойкости в 2 и более раз, восстановление износа посадочных и трущихся поверхностей от 10 мкм до 5 мм по диаметру с плотностью покрытия 99 % (рис. 10).

Рис. 10. Фрагмент коленчатого вала автомобиля: а – изношенная поверхность шеек; б – напыленная поверхность; в –поверхность шейки вала после финишной обработки
9. Ремонт поддона картера двигателя
Поддон картера двигателя (масляный картер) представляет собой тонкостенный резервуар для моторного масла, расположенный под двигателем (рис. 11). В самой нижней его части у дна находится заборник масляного насоса. При наезде на препятствие в месте удара образуется вмятина или даже пробоина. Смятый поддон может перекрыть или повредить маслозаборник и поступление масла в двигатель прекратится. То же самое произойдет и в случае его утечки через пробоину.

Рис. 11. Поддон картера двигателя: а – внешний вид поддона; б – поддон установлен на картере двигателя
В основном поддоны изготавливают штамповкой из сталей, однако встречаются поддоны, которые изготавливают путем литья из алюминиевых сплавов.
Технология ремонта поддона включает следующие операции:
- очистка картера от остатков масла, нагара и коррозии;
- рихтовка поддона, восстановление его геометрии;
- заварка трещин, наплавка пробоев или постановка заплат;
- нанесение на поддон лакокрасочного или другого антикоррозийного покрытия.
Заварка поддонов из алюминиевых сплавов осуществляется в основном с помощью аргонодуговой сварки плавящимся или неплавящимся (вольфрамовым) электродом с подачей присадочного прутка, по составу идентичного основному металлу.
Расточка блока цилиндров

При работе двигателя наибольшая нагрузка оказывается на блок цилиндров и поршни двигателя. Происходит так из-за воздействия высоких температур и сильного давления.
Элементы поршня постоянно соприкасаются со стенками цилиндра. Поэтому двигатель изнашивается каждую секунду, проведенную в заведённом состоянии.
Стоит понимать, что речь идёт о невидимых глазу изменениях, износ может составлять сотые доли миллиметра.
Несмотря на то, что размер дефектов кажется незначительным, они могут привести к повреждениям стенок цилиндра. Не говоря уже о повышенном расходе масла и топлива.
Вовремя проведённая процедура расточки блока цилиндров позволяет значительно повысить ресурсы двигателя и обеспечить его исправную работу.
Как определить необходимость расточки блока цилиндров?
Оценить необходимость ремонта довольно легко, стоит просто понаблюдать за работой двигателя.
Причины насторожиться:
- Двигатель стал работать с ударами и ощутимой вибрацией.
- Увеличился расход масла и топлива.
- Выхлопной дым поменял цвет, или, структуру.
- Двигатель стал работать не так как раньше, пропала былая мощь.
При наличии хотя бы двух признаков из четырёх необходимо срочно отправляться в хороший автосервис.
Как проводится расточка?
Чтобы провести подобный ремонт необходимо качественное оборудование и опытный механик. Расточка проводится с точностью до сотых долей миллиметра, любое отклонение от необходимой величины может только ухудшить состояние двигателя.
Этапы проведения работ:
- Калибровка станка для расточки блока цилиндров.
- Проведение измерений цилиндров и принятие решения о том, как именно будет оптимально проводить расточку.
- Восстановление исходной формы цилиндров, с соблюдением перпендикулярности относительно коленчатого вала.
- Хонинговка блока цилиндров. Данный процесс необходим чтобы получить максимальный эффект от ремонта.
Для проведения всех работ необходимо качественное оборудование и опытные сотрудники, умеющие работать на нём.
Зачастую некачественный ремонт приводит к плачевным последствиям, таким как нарушение геометрии цилиндров. В таком случае ресурсы работы двигателя станут еще меньше, чем были до проведения работ.
Проведение качественной расточки позволит вам восстановить исправную работу двигателя и продлить срок его службы.
Стоит учитывать и нормализацию расхода топлива. Лошадиные силы и былой комфорт поездок также вернутся к вам.
Трещина на блоке двигателя чугун что делать?
Мотор автомобиля – сложная конструкция, в которой все части взаимосвязаны. Основа двигателя отливается из металла – чугуна, алюминия, нержавеющей стали, является цельной конструкцией. Если в ней появляются трещины или другие повреждения, это отражается на работе всего устройства. Когда выходит из строя двигатель внутреннего сгорания, владельцу авто приходится выкладывать за восстановление машины немалые деньги. Большинство автомастеров настаивают на полной замене мотора, даже когда двигатель можно починить, сэкономив автовладельцу крупную сумму.
Профессиональная сварка блока двигателя позволяет быстро восстановить мотор и предотвратить дальнейшие поломки.
Теория и практика
С помощью сварки возможно успешное лечение трещин, восстановление стенок между цилиндрами и даже заделывание отверстия в блоке, пробитого шатуном. В каждом конкретном случае только сам мастер определяет целесообразность такого сложного ремонта и его стоимость. Ограничением является место и характер повреждения. В одних случаях успешный ремонт невозможен в принципе, а в других — очень высока цена вопроса.
Специфика сварки зависит от материала изготовления деталей. Проще всего работать с алюминиевыми сплавами — температура их плавления невысока, и металл хорошо растекается. Гораздо сложнее дела обстоят с чугуном. Для работы с ним нужны более высокие температуры и оснастка подороже.
Клей вместо сварки ч. 6
(публикуется в сокращении)
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
«Упустил масло» — так описал свой случай один из водителей. Упустил — значит, не проверил вовремя. И мотор остался без масла. Последствия понятны: «застучал» шатунный вкладыш. Кончилось тем, что шатун оборвался и, попав между коленвалом и стенкой блока, пробил в блоке цилиндров хорошую дыру.
Такой блок, конечно, надо менять. Но он стоит денег, и немалых. Так что варианты хоть и есть, но реальный выход из положения они обеспечивают далеко не всегда.
А если все-таки блок не менять? Попробовать его отремонтировать? Что ж, дело хорошее, только непростое, требующее знаний и некоторого опыта.
Варить или не варить?
Принципиально можно отремонтировать блок цилиндров с любыми повреждениями. Весь вопрос в том, насколько это экономически оправданно.
Конечно же, прежде чем начинать исправление таких сложных повреждений, как пробоины, необходимо наметить технологию ремонта. Самый важный вопрос — каким способом заделывать пробоину. От этого зависит и трудоемкость работы, и потребность в специальном оборудовании и инструменте, и в конечном счете — надежность двигателя после ремонта.
Традиционным способом ремонта пробоин в блоке цилиндров считается сварка. Однако просто взять и заварить пробоину трудно. Локальный нагрев в зоне сварочного шва всегда приводит к возникновению больших напряжений при остывании блока. А это опасно — могут образоваться трещины. Но даже если обойдется без трещин, сильный нагрев все равно даром не пройдет, и после остывания блок может оказаться деформированным.
Конечно, результат сильно зависит от квалификации сварщика и используемого оборудования. Например, если перед сваркой блок подогреть, а после — медленно охладить, то напряжения будут заметно снижены. Значит, и деформации уменьшатся, и трещины, скорее всего, не появятся. Правда, такой процесс требует специальной печи, а это уже не так дешево. Кстати, хорошее сварочное оборудование тоже не отличается дешевизной. У сварки есть и другие недостатки, связанные с материалами, из которых изготавливаются блоки цилиндров. Так, легирующие элементы, присутствующие в металле, нередко мешают получению качественного сварного шва.
Когда пробоина заварена, прочность и жесткость блока, нарушенные в результате поломки, будут восстановлены. Но это вовсе не значит, что отремонтированный блок обретет былую герметичность. Ее обязательно нужно проверять — и при необходимости дополнительно герметизировать шов, например, с помощью различных клеевых композиций.
Вот и получается, что во многих случаях сварка — довольно сложный и не самый удачный способ ремонта. А какой лучше? Однозначно не ответить, но альтернатива сварке все же есть.
Как заклеить пробоину
Итак, применяемая технология должна быть доступной и недорогой, то есть не требовать дорогостоящего оборудования, инструмента и материалов; она должна выполняться персоналом средней квалификации и обеспечивать высокую надежность двигателя после ремонта. Всем перечисленным требованиям вполне удовлетворяет способ ремонта с помощью клеевых композиций.
Вы удивлены? Напрасно. Технология клейки блоков давно проверена и успешно применяется рядом специализированных мастерских.
Любую клеевую композицию, как и сварку, нельзя применять просто так, что называется, в лоб. Надо обязательно соблюдать требования, которые уже достаточно хорошо отработаны. Коротко сформулируем задачу: надо заделать пробоину в блоке, обеспечив высокую прочность и герметичность стенки после ремонта. Решение ее доступно любой мастерской или СТО.
Начинать, как и всегда, надо с подготовки. Необходимо тщательно зачистить поверхность вокруг пробоины (и внутри, и снаружи блока) на ширину 25 мм. Далее следует вырезать и подогнать накладки из листовой стали толщиной 0,0,8 мм. Для того, чтобы с нахлестом 20 мм закрыть пробоину с двух сторон — изнутри и снаружи. Поскольку форма накладок, скорее всего, получится сложной, повторяющей «рельеф» поверхности блока, вначале лучше сделать картонные шаблоны, а уже затем по ним вырезать накладки.
Накладки подгоняют по месту, обстукивая молотком так, чтобы обеспечить их точное прилегание к блоку. Там, где есть полное прилегание, размечаются и сверлятся отверстия. Для этого накладка прижимается к блоку, и сверлом 5,5,2 мм делаются сквозные сверления через накладку в стенке блока. Отверстия должны располагаться равномерно по контуру пробоины с шагом 50 мм. Отверстия в накладках рассверливаются до 6,5 мм, а в отверстиях блока нарезается резьба М6. Там, где стенки блока достаточно тонкие (менее 10 мм), можно рассверлить отверстия в блоке до 6,5 мм, чтобы затем одним болтом притянуть обе накладки — и снаружи, и изнутри.
Нелишним будет предварительно собрать конструкцию — поставить и затянуть все болты, чтобы проконтролировать, как встают накладки на блок и заворачиваются болты. Осталось тщательно зачистить поверхности накладок, все обезжирить ацетоном и приступить к финальной стадии ремонта — нанесению клеевой композиции. А что наносить?
Особенности чугуна
Чугун – необычный материал, несмотря на свое преимущество в плавлении, он сильно подвержен влиянию резких ударов, которые могут возникать при авариях. Так как в блоке двигателя находится множество различных отверстий для крепления других деталей и проливаются каналы охлаждающей рубашки, то трещины могут возникать и при замерзании жидкости, используемой для снижения температуры при рабочих процессах.
У чугуна высокие показатели жесткости и прочности, низкая себестоимость получения. Чугун выплавляется из руды при более низкой температуре по сравнению со сталью и обладает при этом прекрасной текучестью, которая позволяет снизить затраты на изготовление конструкций, требующих прочности и имеющих объемы производства, влияющие на всю экономику государства.
Способы сварки чугунного блока цилиндров
Для надежного устранения мелких дефектов в виде трещин существует несколько результативных методик. Сложности возникает при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагреве, образованием тугоплавкой оксидной пленки. Алюминиевый блок двигателя требует определенных навыков газовой сварки. В случае, если трещины появились в чугуне, сварку чугунного блока осуществляют тремя способами:
- при нагреве всего;
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью;
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.

Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.
Причины образования трещин
Сварка чугунного блока двигателя аргоном зачастую работает с заделкой трещин. Но они же могут появиться и в процессе сваривания. Основной причиной является резкий спад температуры, или резкое ее повышение. Чтобы этого избежать, следует постепенно подогревать чугун перед сваркой, а также делать это после нее, так как в ином случае он слишком быстро остынет. Трещины могут появиться из-за активного выхода углерода из состава при нагревании. Чтобы не допустить данный процесс, используют флюс, который возмещает утраченный углерод, а также используют защитные газы, которые помешают углероду соединиться с кислородом.
Причины и признаки неисправности
Ниже описаны «симптомы», которые гласят о наличии трещины в головке или блоке.
Важно! Эти же признаки могут определять и иные неисправности! Поэтому не следует делать поспешные выводы.
- Мотор перегревается, вытекает антифриз или иная охлаждающая жидкость. Чтобы удостоверится, что проблема не в трещине, проверьте насколько хорошо затянуты болты ГБЦ, а также герметичность системы.
- Некорректно работает система управления температурой. Из-за перегрева деформируется головка блока цилиндров.
- Выход из строя пробки расширительного бачка, из-за чего происходит образование воздушных масс.
- В летний период года стрелка термодатчика резко скачет в разные стороны.
Также к симптомам можно отнести «троение», что особо сильно ощущается во время движения под горку.

Важно! Для того чтобы убедиться в наличии трещин, необходимо отвинтить свечу зажигания. После в прямом значении этого слова попробуйте жидкость со свечи на вкус. Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака). Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.
Отметим, что часто трещины возникают возле втулки (направляющей или впускного клапана). В таком случае, придётся полностью заменить головку.
Ещё один из признаков – уход газов. Чтобы узнать, что причина именно в этом, рекомендуем надеть на расширительный бачок резиновую перчатку. Если со временем она надуется, значит, есть проблема.
Подготовка блока цилиндров к сварке
Перед проведением сварочных работ по ремонту блока необходимо его тщательно очистить от грязи, масла и других загрязнений. Выявленные на блоке трещины и несплошности необходимо пометить мелом или другим удобным способом.
Для того чтобы избежать разрастание трещин её края необходимо засверлить. Не глубокие трещины до 5 мм можно сваривать без разделки кромок. Более глубокие трещины необходимо выполнять с разделкой кромок.

Отверстие необходимо делать не сквозным, а лишь до появления зазора на всем протяжении трещины. Подготовленная под сварку трещина должна напоминать соединение с V-образным скосом кромок. Это делается для того чтобы при сварке все газы и примеси содержащиеся в сварочных материалах и основном металле смогли выйти на поверхность шва.
Технология сварки
Когда происходит сварка чугунного блока двигателя в домашних условиях или на производстве, то следует тщательно следовать всем заданным пунктам технологии.
- Проводится зачистка поверхности до блеска. Это можно сделать при помощи щетки по металлу.
- Необходимо обезжирить поверхность растворителями, чтобы убрать окисляющую пленку и прочие химические налеты.
- Следует подобрать необходимый флюс и выложить его вдоль кромки сваривания, как минимум, на протяжении участка первого этапа шва.
- Далее нужно подогреть металл газовой горелкой до требуемой температуры, в течение нескольких минут, так как делать сварку с ходу не рекомендуется.
- Когда металл достигнет нужной температуры, то можно начинать сваривать металл. Это должно происходить небольшими участками, примерно, по 10-15 см за раз.
- Когда шов будет закончен, нужно прогревать металл еще в течение нескольких минут, постепенно понижая температуру, чтобы избежать быстрого остывания и резкого перепада.
- Проконтролировать качество полученных соединений. В домашней сфере это делается визуально, а в производстве имеются различные профессиональные методы внутреннего глубинного контроля.
Альтернативные способы

Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме. Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали. Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют. Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше. Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Способы сварки чугунного блока цилиндров
Для надежного устранения мелких дефектов в виде трещин существует несколько результативных методик. Сложности возникает при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагреве, образованием тугоплавкой оксидной пленки. Алюминиевый блок двигателя требует определенных навыков газовой сварки. В случае, если трещины появились в чугуне, сварку чугунного блока осуществляют тремя способами:
- при нагреве всего,
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью,
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.

заклеить дырки в чугунном блоке цилинров — чем?
#26 Albertik
Рулевой 1-го класса
- Основной экипаж
- 948 сообщений
- Из: тольятти
- Судно:
Comfortina 32 - Название:
Antila
#27 Sasha240255
- Из: Подмосковье
- Судно:
Идет процесс. - Название:
«Михаил Светлов»
тогда попробую срезать болгаркой сварочный шов, выступающий за плоскость стенки и поставить сверху крышку на болтах с прокладкой из резины или паронита на обычном герметике. существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?
#28 валенок
- Из: Речновск
Сварка по чугуну -полная лажа,все равно,что по глине варить.Кроме того появляются сильные напряжения.Зря пытались варить,теперь в этих местах сверлить будет очень проблемно.Дано занимаюсь ремотом чугунных блоков.Безвыходных случаев почти не бывает.Самый лучший способ,но и наиболее кропотливый это сверление по трещине,нарезка резьбы и вворачивание ввертышей.Сначала(на примере резьбы на 10)сверлишь отверстия через 16мм (между центрами сверления)режешь резьбу и вворачиваешь шпильки на резьбовой красный фиксатор,болгаркой срезаешь их под корень.Потом между ними опять сверлишься вворачиваешь в перекрыв и срезаешь.Получается супер.Но в твоем случае,после неудавшейся сварки этот способ уже не реален -чугун будет как ппобедит -сверел не наапасешся.Гни пластину по профилю,сверли по периметру и на болты.Под пластину качественный герметик,только не борщи.Нанеси его(герметик),подожди пока подстынет,прижми пластину болтами,что бы герметик был толщиной милиметра два,а на следующий день протяни равномерненько.
Сообщение отредактировал валенок: 12 апреля 2010 — 20:42
#29 Albertik
Рулевой 1-го класса
- Из: тольятти
- Судно:
Comfortina 32 - Название:
Antila
#30 chainik
- Из: Россия
- Судно:
мотолодка 11х3,1 м
Варить не надо ничего.Сейчас герметик есть для блоков,2хкомпонентный,марку могу завтра назвать,в багажнике есть.Делаете заплату из алюминия,на чем нибудь не на блоке молотком подгоняете, переодически прислоняя к блоку, трещины нужно тоже накрыть, при нагреве расщеперются, то есть на сухую подгоните прислоните к блоку сверлите отверстие под М5, не более, вдруг стенка тонкая, мажете заплатку герметиком, сажаете на винты, и забываете что когда то дырка была в блоке.Дырку с голову в саабе 2мес.назад клеил,нэ тэчэ. С уважением.
Сообщение отредактировал chainik: 13 апреля 2010 — 06:32
#31 chainik
- Из: Россия
- Судно:
мотолодка 11х3,1 м
судя по эскизу,канал не задет.А вот вывалившийся кусок я тем самым «гуженным» способом вмораживал,чудненько получилось
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
2All: варили специальными электродами по чугуну, купленными поштучно, причем я поехал на два строительных рынка и купил там по одному элекроду по чугуну разных марок, после чего привез их сварщикам и они попробовали варить выломанный из блока кусок чугуна каждым, и после я купил несколько электродов той марки, которая показала себя лучше всех. естественно инвертор варил постоянным током и полярность установили правильно.
Сообщение отредактировал chainik: 13 апреля 2010 — 06:36
#32 Byi
Рулевой 3-го класса
- Из: д. Поньгома
- Судно:
Карбас (самострой) - Название:
карбас
#33 летучий

- Из: Н.Новгород
- Судно:
Костромич 1606 - Название:
Беззаветный
случилось так что я упустил момент слива воды и пару дней было -15 и треснул у меня чугунный блок. в районе гильзы 1 цилиндра изнутри выдавило пластину чугуна по трещине в виде буквы «П». я выломал пластину, т.к. она еще и треснула вдоль, вырезал из старой печной крышки латку и пытался ее приварить. сначала полуавтоматом с углекислотным баллоном, но из-за длины силового кабеля не хватало мощности для аппарата (подогнать катер к тому месту где недалеко от воды есть питание и туда же подогнать автомобиль с баллоном не удавалось из-за отсутствия такого места), потом варили сварочным инвертором с электродами по чугуну. приварилось, но из-за локального перегрева в месте сварки вокруг шва образовалось много трещинок. предполагаю загерметизировать их каким-нибудь материалом типа герметика или клея, стойкого к перепадам температуры — подскажите такой материал. двигатель 4Ч 10,5/13.
#34 Albertik
Рулевой 1-го класса
- Из: тольятти
- Судно:
Comfortina 32 - Название:
Antila
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
Способы заделки трещин
Горячая сварка. Нагрев всего блока применяется при сварке, когда используется ацетилен и кислород. Сварка блока двигателя происходит при образовании электрической дуги, при этом используются электроды из чугуна или стали, покрытые специальным составом. Нагрев детали ведется медленно до температуры 6-6,5 сотни градусов, для равномерного нагрева применяется специально оборудованный кожух из стали с прослойкой асбеста.
В кожухе заблаговременно прорезаются отверстия для возможности доступа к поврежденным местам. Данный метод является наиболее дорогостоящим и трудоемким, но зато приводит к восстановлению материала, практически соответствующего своим начальным параметрам. Этот способ используется в том случае, если трещины появились в труднодоступных местах, например, при стыке стенок различной толщины. При таком способе внутренние напряжения изделия, которые возникают во время сварки, практически приближаются к нулю.
Заделываем трещины в блоке и головке двигателя
Трещины в головке и блоке двигателя появляются вследствие механических повреждений, а иногда из-за замерзания воды (охлаждающей жидкости).
Способ № 1 — электросварочный или газовый.
Если блок двигателя вашего автомобиля чугунный, как например у ВАЗа, необходимо концы трещины засверлить 5-милиметровым сверлом и разделать шлифовальным кругом по всей длине, под углом 90 градусов на глубину 4/5 от толщины стенки блока. Перед тем как приступить к сварке, блок необходимо нагреть до температуры 600…650°С. Используя нейтральное пламя газовой сварки, при помощи флюса и чугунно – медного присадочного прутика Ø 5 мм, нанесите сплошной ровный слой. Обратите внимание, чтобы шов выступал над поверхностью метала, не больше чем на 1,0…1,5 мм. По окончанию сварочных работ, следует медленно охладить блок в томильной яме или в термошкафу.
Заварку трещины также можно осуществлять без нагревания блока, используя при этом электросварку с постоянным током обратной полярности.
Как вариант можно использовать также электросварку с применением медных электродов, которые обернуты жестью, приварив заплатку из мягкой стали, которая имеет такую же толщину, как и стенка блока. После завершения, сварочные швы покрываются эпоксидной пастой.
Способ № 2 при помощи эпоксидной пасты.
Поверхность блока и трещины необходимо до блеска зачистить металлической щеткой с обеих сторон трещины. По концам трещины нужно просверлить отверстия Ø 3…4 мм, после нарезать в них резьбу и ввинтить заглушки из алюминиевой или медной проволоки, так чтобы они были заподлицо. Трещина обрабатывается по всему периметру абразивным кругом или зубилом на глубину до ¾ от толщины стенки, под углом примерно 60…90°. Затем необходимо вокруг трещины (30 мм), сделать насечки при помощи зубила, для придания поверхности шероховатости. Обезжирьте поверхность бензином или ацетоном. После этого аккуратно, при помощи шпателя, нанесите первый слой эпоксидной пасты, после этого — второй слой толщиной минимум 2 мм. Толщина всего слоя по всей поверхности трещины должна составлять от 3 до 4 мм. После этого нужно дать пасте затвердеть в течение суток. Если есть возможность обеспечить подогрев при температуре 100°С, шов затвердевает в течении 3 часов. Завершительная стадия — зачистка поверхности при помощи напильника или абразивного круга.
Способ № 3 с использованием эпоксидной пасты и заплаты из стеклоткани
Подготовка такая же, как и в предыдущем способе, только на этот раз слой пасты необходимо накладывать на заплатку из стеклоткани, после пропитать ее пастой и пройтись по ней роликом. От края трещины до края заплаты, или пробоины должно быть расстояние – не менее 15-20 мм. Следующим слоем заплаты можно перекрыть предыдущий на 10-15 мм с каждой стороны. Этих слоев можно сделать около 8, но не более. Как только нанесли последний слой, покройте его пастой.
Электроды для сварки автомобильного чугунного блока
Основной задачей сварщика при ликвидации повреждений на деталях из чугуна является получение прочных соединений и предотвращение появления новых трещин. Диаметр электрода, величина тока и длина дуги характеризуют режим ручной дуговой сварки. Зависимо от толщины сварного металла выбирается диаметр электрода.
Для сварки чугунного блока, где толщина металла равна 4-8 мм, в основном применяют электроды, диаметр который равен 3-4 мм. Величину тока выбирают из расчета 30-40 ампер на миллиметр диаметра электрода. К примеру, с применением электрода МНЧ-2, диаметр которого 3 мм, сварку производят при величине тока 90А, а при использовании электрода ОЗЧ-6, при аналогичном диаметре величина тока 80-100А. Сварки чугуна железно-келевыми электродами отличается от техники сварки стали.
Когда не имеет смысла проводить сварку аргоном?
Часто в процессе эксплуатации автомобиля возникает необходимость провести смену датчика в корпусе двигателя или свечей. Вполне может оказаться, что эти элементы слишком сильно затянуты. В таком случае мастер или владелец может приложить чрезмерное усилие и просто отколоть кусок агрегата. Если это было произведено на месте установки свечки, придется покупать новый блок. При попытке сварки произойдут такие процессы:
- мастер произведет максимально аккуратное восстановление поврежденного места, но посадочный диаметр уже невозможно сделать идеальным для свечи;
- можно использовать вариант заплавки, а затем высверливания и нарезания нужной резьбы, но также невозможно сохранить необходимую высоту установки свечи;
- если речь идет о датчике, его также просто заплавляют и не используют в дальнейшем, ведь иначе придется выполнить невероятно сложные работы по восстановлению места установки;
- при трещине в самом корпусе снаружи можно быть уверенным в том, что трещина есть и внутри, поэтому варить ее можно только в некоторых ситуациях, о которых знает специалист;
- непрофессиональная сварка аргоном принесет большие проблемы, в таком случае лучше не выполнять никаких работ с поломанным блоком цилиндров, а просто купить новый.

Сварка аргоновой смесью происходит с помощью вольфрамового электрода, который нагревается до температуры порядка 4000 градусов при максимальном режиме. Это требует не только повышенной осторожности, но и достаточно высокого профессионализма. Достаточно поставит электрод не в ту точку, и он просто сделает еще одну дырку вместо сварки необходимых элементов вашего двигателя.
Почему телефон не видит Wi-Fi сеть роутера

Если вы зашли на эту страницу, то скорее всего ваш телефон перестал видеть Wi-Fi сеть, или сети. Это может быть домашняя сеть, где-то в гостях, общественная беспроводная сеть и т. д. Проблема в том, что нужная нам сеть не появляется в списке доступных на телефоне. Он ее просто не находит, не видит, и соответственно подключится к такой сети невозможно. Не редко бывают случаи, когда мобильное устройство не находит какую-то конкретную Wi-Fi сеть. Которую, например, ноутбук без проблем видит и подключается. А может быть такое, что телефон не находит ни одну сеть, а другие устройства их видят и отлично работают с ними.
В этой статье я постараюсь собрать все самые популярные причины и решения, которые могут вам помочь в решении данной проблемы. Как обычно, сначала желательно выяснить в чем проблема: в мобильном телефоне, или Wi-Fi роутере. Если проблема с Wi-Fi сетью дома, то у нас есть больше шансов все исправить, так как есть доступ к самому маршрутизатору. Если же это чужая сеть, то вряд ли получится что-то сделать.
По сути, нет большой разницы на каком устройстве у вас проблема. Понятно, что это скорее всего телефон на Android, или iOS. Ну может быть еще Windows Mobile. Так как в настройках самого мобильного устройства эту проблема вряд-ли можно решить, то без разницы какое у вас устройство. Точно так же с маршрутизатором.
Обратите внимание! Мы рассмотрим проблему, когда телефон вообще не видит нужную нам Wi-Fi сеть, или ни одной сети. А не когда возникает проблема с подключением, или доступом к интернету после подключения. Если у вас проблема именно с подключением/доступом к интернету, то читайте статью Телефон не подключается к Wi-Fi. Не работает интернет.
Я уже писал отдельные статьи по устройствам на Android и iOS:
В этой статье я дам общие рекомендации, которые должны вам помочь.
Телефон не видит Wi-Fi роутер: возможные причины
Если у вас проблема с Wi-Fi сетью на частоте 5 GHz, то посмотрите эту статью: https://help-wifi.com/poleznoe-i-interesnoe/pochemu-noutbuk-smartfon-ili-planshet-ne-vidit-wi-fi-set-5-ghz/
1 Отключите/включите Wi-Fi, перезагрузите телефон и роутер. Для начала просто заходим в настройки своего телефона и отключаем Wi-Fi. Думаю, все знают как это сделать.
Затем обратно включаем.
- В Android достаточно нажать и подержать кнопку включения, затем выбрать «Перезагрузить». В зависимости от производителя и версии Android, действия могут немного отличатся.
- На iPhone нужно зажать и подержать кнопку «Домой» и кнопку «Питания». Телефон будет перезагружен.
Перезагружаем роутер. Если у вас есть к нему доступ. Достаточно на минуту отключить питание и снова включить роутер. Можно выполнить несколько перезагрузок подряд. Более подробно можно почитать здесь.
2 Определяем в чем причина.
Проверьте все три пункта:
- Если ваш телефон не видит ни одной Wi-Fi сети, но они есть и другие устройства их находят, то понятное дело, что проблема конкретно в вашем смартфоне. Все что могу посоветовать, это перезагрузить его, и снять с него чехол. Если он есть. Если это не поможет, то можно попробовать выполнить полный сброс настроек. Если и это не поможет, то придется нести устройство в сервисный центр.
- Когда устройство не находит одну сеть, то первым делом нужно проверить, видят ли ее другие устройства. Если не видят, то скорее всего проблема на стороне роутера. Сначала перезагружаем его. Если это не помогает, то смотрите статью: роутер не раздает интернет по Wi-Fi.
- Если другие устройства находят Wi-Fi сеть, а ваш телефон нет, но при этом видит другие сети, то скорее всего проблема в настройках маршрутизатора. Как правило, помогает смена канала беспроводной сети и региона. Ниже я расскажу об этом более подробно.
3 Меняем настройки маршрутизатора.
Нужно зайти в настройки своего маршрутизатора, перейти в раздел с настройками Wi-Fi, и попробовать выставить статический канал беспроводной сети и другой регион. Так же можно выставить ширину канала 20 MHz. Лучше по очереди.
На роутерах TP-Link это выглядит вот так:
Более подробно в статье: как найти свободный Wi-Fi канал, и сменить канал на роутере. С каналом и регионом можно поэкспериментировать. Например, поставить регион США. Если у вас в настройках был выставлен статический канал, то поставьте «Авто».
Другие проблемы с обнаружением Wi-Fi сетей
Еще заметил, что народ частенько пишет мол телефон не видит Wi-Fi ноутбука. Я так понимаю, что проблема возникает при раздаче интернета с ноутбука, или ПК. В таком случае, я советую первым делом убедится, что ноутбук раздает беспроводную сеть. Например, посмотреть с других устройств. Возможно, вы неправильно запустили точку доступа. Здесь вам пригодится статья как раздать Wi-Fi с ноутбука или компьютера без роутера. Поднесите телефон ближе к компьютеру.
Следующий случай, когда проблемы с Wi-Fi появляются после ремонта телефона. Например, после замены батареи, экрана, стекла, корпуса и т. д. В таких случаях, я советую сразу отнести телефон в мастерскую, где его ремонтировали. Так как мастер скорее всего не подключил антенну, или сам Wi-Fi модуль.
Ну и не нужно исключать аппаратную поломку. Все ломается, и модуль, который отвечает за подключите к Wi-Fi – не исключение.
Ориентировочные цены на услуги
| № | Наименование работ | Количество нормо-часов | Стоимость нормо-часа (руб.) | Общая стоимость (руб.) |
| 1 | Сварка блока двигателя | 2,8 | 1200 | 3360 |
| 2 | Покраска корпуса зеркала | 1,3 | 1200 | 1560 |
| 3 | Крыло переднее — снятие/установка или замена. | 1,8 | 1200 | 2160 |
| 4 | Ремонт двери. | 2,8 | 1200 | 3360 |
| 5 | Окрас крыши. | 8,8 | 1200 | 10560 |
| 6 | Аргонная сварка сложных узлов и деталей | 2,8 | 1200 | 3360 |
| 7 | Покраска двигателя | 24,8 | 1200 | 29760 |
| 8 | Удаление вмятин PDR | 3,8 | 1200 | 4560 |
| 9 | Покраска мотора | 24,8 | 1200 | 29760 |
| 10 | Панель передняя – замена От | 3,8 | 1200 | 4560 |
Обратите внимание на то, что данный интернет-ресурс (в том числе указанные цены на услуги) носит исключительно ознакомительный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса РФ. Стоимость работ меняется в зависимости от марки автомобиля, его возраста и технического состояния.
Источник https://extxe.com/2949/tehnologija-vosstanovlenija-detalej-dvigatelja/
Источник https://remont-dvigatelja-kazan.ru/rastocka-bloka-cilindrov
Источник https://auto-nota.ru/pro-motor/chem-zakleit-chugunnyj-blok-dvigatelya.html