Содержание
Инструмент для кузовного ремонта своими руками
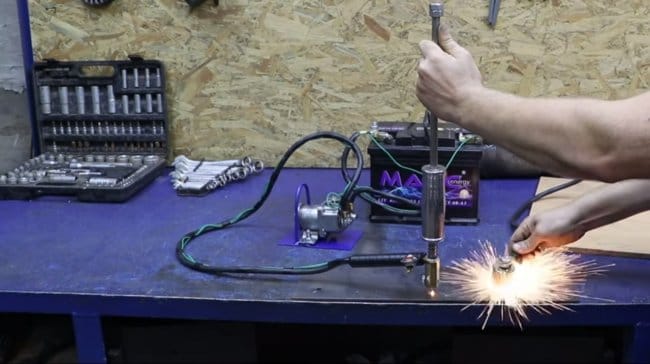
Привет всем любителям помастерить, сегодня мы изготовим полезный инструмент для кузовного ремонта автомобиля и не только. Речь пойдет о тех моментах, когда у автомобиля помято крыло или другая часть кузова, которую проблемно выпрямить присосками и другими подобными инструментами. Самоделка, предложенная автором, работает по принципу точечной сварки, при этом инструмент кончиком приваривается к кузову и получается отличный зацеп для выравнивания кузова. Питается самоделка от обычного пускового автомобильного аккумулятора, а силовое реле было изготовлено из деталей от стартера. Если вас заинтересовал проект, предлагаю изучить его более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
— аккумулятор 12В (можно приспособить и сварочный аппарат);
— втягивающее от стартера (желательно с хорошей контактной группой);
— железный стержень;
— клеммы для аккумулятора;
— силовой провод;
— таймер (по желанию) ;
— провода и кнопка (для включения втягивающего);
— болты, гайки;
— листовая медь (для электрода);
— детали для токарки (по желанию).
Процесс изготовления самоделки:
Шаг первый. Подготовка втягивающего
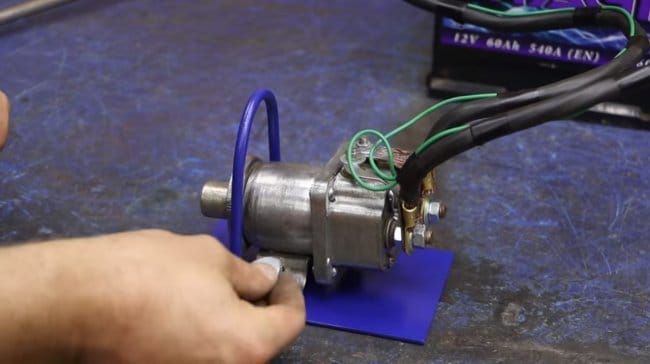
Первым делом снимаем с подопытного стартера втягивающее, проверяем его работоспособность. Нам крайне важно, чтобы внутри была исправна контактная группа силового реле. Разбираем втягивающее, снимаем пятаки и шлифуем их на наждачной бумаге, если они сильно загажены. Если пятаки имеют сильную выработку, их можно перевернуть или сменить. Важно, чтобы контактная группа хорошо работала, иначе она быстро сгорит.
Корпус втягивающего автор также зачистил как у кота причиндалы, теперь все смотрится красиво и аккуратно. Носовую часть втягивающего штока и вовсе можно срезать, нам важно только реле.















Шаг второй. Ручка
Далее сделаем ручку, на которой будет закреплен электрод, тут автор решил приспособить железный стержень. На обоих концах стержня нарезаем резьбу, на одном конце устанавливается электрод из листовой меди, тут важно, чтобы был хорошо заточен кончик электрода.
На ручку автор устанавливает пружину и «молоток», которой скользит по ручку. Благодаря этому молоточку мы будем путем ударов выравнивать вмятину кузова, «выгибать ее наружу».
Также на основной ручке закреплена дополнительная ручка с кнопкой, эту ручку автор решил замотать изолентой, хоть напряжение в 12В и не ощутимо человеком.
















Шаг третий. Сборка
Собираем устройство, втягивающее лучше закрепить на железной пластине, чтобы оно не прыгало по всему гаражу. К втягивающему к реле подключаем силовые провода от аккумулятора, реле будет замыкать цепь в момент нажатия на кнопку.
Что касается кнопки, ее подключаем к выводам втягивающего, которые идут на катушку и включат втягивающее.
















Важно сделать надежный электрод и «заземление», рабочий электрод изготовлен из листовой меди, электрод у автора трехзубый, что позволяет легко заменить испорченный наконечник. Конечно, в качестве электрода можно использовать и заточенный медный стержень, но его сложнее надежно закрепить, да и найти может быть сложнее.
Что касается «заземления», то оно сделано из заточенного болта и специальной круглой гайки из латуни. Когда кончик болта приваривается к кузову, можно открутить гайку, чтобы она прижалась к кузовку и образовала более надежный контакт.
Шаг четвертый. Испытания
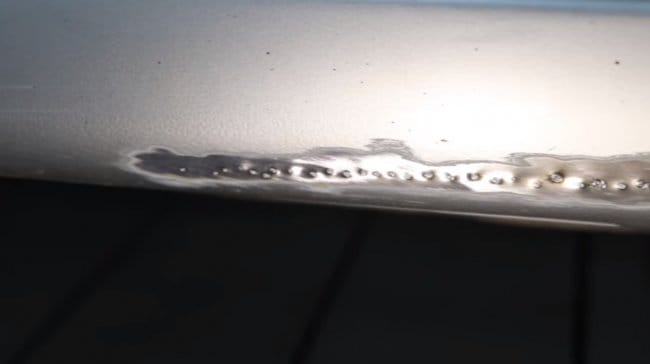
Приступаем к испытаниям, для начала зачищаем проблемный участок до голого металла, ну а далее приступаем к работе. Прикасаемся обоими электродами к кузову и на короткое время нажимаем на кнопку. В итоге срабатывает втягивающее и электроды привариваются к кузову. После этого при помощи встроенного молоточка на ручке, аккуратно выбиваем вмятину наружу. Так шаг за шагом, точка за точкой выравниваем вмятину. Ну а далее грунтуем металл и наносим несколько слоев шпаклевки. Шпаклевка будет куда лучше держаться благодаря образовавшимся точкам на металле. Ну а далее останется покрасить обработанный участок и вот кузов уже как новый.













Конечно, для более профессиональной работы хорошо бы заменить аккумулятор сварочный аппаратом и установить таймер , который сам будет замыкать, и размыкать цепь четко по времени.
На этом проект можно считать завершенным, самоделка получилась работоспособной и удобной. Надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!
Оборудование и приспособления для ремонта автомобилей своими руками
Ремонт авто – дорогостоящая задача, занимающая много времени. Использование автосервиса требует дополнительных вложений, поэтому многие владельцы предпочитают решать проблемы с машиной самостоятельно. Но чтобы выполнить эту задачу, необходим комплекс инструментов и специальное оборудование для кузовного ремонта, при помощи которого заказ сервисных работников не потребуется. Приспособления для ремонта и технического обслуживания автомобилей своими руками – подходящее решение, если на использование автосервиса нет денежных средств.
Стандартный гидравлический набор состоит из:
- гидравлического насоса,
- удлинителей,
- насадок с большим выбором форм.

Эти приборы необходимо иметь каждому автовладельцу, желающему самостоятельно заниматься ремонтом. Наборы отличаются по стоимости. Для восстановительных работ своими руками возможно найти оборудование по средней стоимости.
Цена зависит от качества и бренда, под которым произведены инструменты. Поэтому дорогостоящие и бюджетные варианты не всегда отличаются по характеристикам.
Сварочное оборудование и инструмент
Предусмотрены различные категории сварочных аппаратов, отличающихся по функционалу и предназначению. Если необходимо сварить раму, или выполнить другую подобную задачу, рекомендуется оборудование переменного тока. Но этот инструмент малоэффективен, если нужно убрать мелкие дефекты. Также требуется наличие дополнительных устройств, таких как струбцины. Они обеспечивают более простое выполнение задачи.

При самостоятельном техобслуживании рекомендовано использование:
- вольфрамового электрода,
- углекислотного полуавтомата,
- зажимов для кузовного ремонта.
Сварочные аппараты отличаются по качеству шва. Также ассортимент представлен простыми и сложными приборами. Приобретая сварочное оборудование, необходимо определить, какой показатель качества работ обеспечивается, и сможет ли с ним справиться автовладелец.
Инструмент для рихтовки
Рихтовка – комплекс действий, при которых транспортное средство, или детали полноценно восстанавливаются. Задачу выполняют инструменты для рихтовочного ремонта автомобилей, цель которых заключается в устранении вмятин и дефектов кузова.
Читайте также: Особенности выбора и замены ламп ближнего света на Рено Дастер
Список приборов для рихтовки состоит из:
- комплекса рихтовочных молотков,
- безынерционного молотка,
- вакуумного молотка,
- обратного молотка,
- рихтовочных правок,
- киянки,
- ложки,
- ударных полотен и фигурных стержней,
- рихтовочный стенд для вытягивания отдельных частей поверхности кузова,
- крючки и рычаги,

Вакуумный способ рихтовки предназначен для профессиональных работников. Такие устройства оборудованы насадками-присосками, с которыми справиться неопытному ремонтнику непросто. Поэтому метод восстановления авто при помощи вакуумных молотков слабо распространен.
Эффективные рихтовочные молотки — приборы двухстороннего типа. Стороны инструментов разной формы, поэтому они используются для комплекса задач. Этот специнструмент применяется совместно с дополнительными инструментами.
Список дополнительных инструментов, входящих в набор для рихтовочной правки кузова, включает:
- наковальню – ручной прибор, при помощи которого выравниваются вмятины,
- блоки для насечек – оборудование, повышающее точность ударов (может быть изготовлено самостоятельно),
- шлифовальную машинку – устройства для ремонта кузова, обеспечивающего сглаживание неровностей,
- сварочный споттер,
- домкрат – агрегат, применяемый для поддержки транспортного средства.
Качество рихтовки выше, если детали без покраски обрабатываются отдельно от авто на поверхности, застеленной войлоком. Этот материал способен снизить показатель ударной нагрузки, оказываемой на компоненты машины.

Несмотря на объемный перечень инструментов для рихтовки, немногие приспособы отличаются большими габаритами. Благодаря этому оборудование не занимает много площади в гараже или багажнике авто.
Инструмент и оборудование для покраски
Ремонт кузова включает покраску, без которой он не будет полноценным. Для выполнения этой задачи также требуются специальные устройства. Список наиболее необходимых приборов для покраски состоит из:
- разбрызгивателя – прибора, используемого для нанесения краски и грунтовки,
- краскопульта,
- аэрографа.

В условиях автосервиса используются все типы инструментов. Но чтобы нанести на поверхность краску, достаточно будет одного из этих приборов. Оптимальный вариант выбирается в зависимости от того, какие работы планируют выполняться. Если поверхность для покраски небольшая, следует воспользоваться аэрографом. Но этот аппарат не окажет нужного эффекта для больших поверхностей. Дополнительно требуются компрессоры, способные создать нужное давление для разбрызгивания краски.
После покраски для улучшения качества поверхности используется шлифовальная машинка.
Шлифовка и полировка
Шлифовка и полировка выполняется при помощи инструментов чистовой доводки. Эта категория оборудования используется для зачистки. Минимальный необходимый список устройств для шлифовки и полировки включает:
- наждачную бумагу,
- шлифовальные машины,
- полировочные машины.
Наждачная бумага, используемая для этой цели, должна иметь зернистость от Р120 до Р500.

Если зачищается листовой металл, или обрабатывается шпатлевка, применяется кузовной напильник. Этот прибор обладает изогнутым держателем, способным изменять геометрию. Он нужен для выполнения обработки труднодоступных мест.
Читайте также: Подробная инструкция по регулировке фар на автомобилях ВАЗ 2114 и 2115
Если обрабатывается поверхность с большой площадью, приемлемый вариант — использование электроинструментов. Эти устройства эффективны при зачистке крупных неровностей. Электроинструменты также устраняют лишнюю краску и грунтовку.
Оборудование для работ с пластиковыми деталями
Для выполнения сварочных работ используется пластик. Этот материал плавится под воздействием высоких температур. Благодаря этому он нашел широкое применение в ремонте транспортных средств.

Материал обрабатывается при помощи специальных инструментов для ремонта автомобилей. Применение пластика выполняется при помощи:
- паяльника — инструмента для ремонта бампера, применяются электрические и воздушные инструменты — вариант встречается реже по причине высокой стоимости,
- термопистолета — эффективен, если нужно отремонтировать деталь, убрав поверхностные вмятины, придает пластику гибкость, благодаря чему из него создается компонент необходимой формы,
- воздушного фена — также желательно использование воздушного фена, при помощи которого выполняется быстрая обработка пластика.
Используемые материалы
Ремонт авто выполняется не только с использованием специальных инструментов, но и благодаря расходным материалам. Эти устройства должны быть у каждого автовладельца, выполняющего минимальный перечень ремонтных действий.

Материалы для полноценного кузовного ремонта представлены:
- очистительными средствами,
- обезжиривателями,
- антистатическими веществами,
- полиролями,
- антигравийными веществами.
Расходные материалы дополняются элементами, используемыми для защиты при выполнении технического обслуживания транспортного средства. Это — полезные приспособления, упрощающие восстановление авто. В список также водят приборы для измерения, или выполнения других сопутствующих задач. Большинство приборов не требует много места хранения. Категория дополнительного оборудования включает верстаки и стеллажи, при использовании для ремонта.
Без каких инструментов не обойтись при проведении кузовного ремонта?

Работы по восстановлению кузовов автомобилей осуществляют как в автосервисах, так и в домашних и гаражных условиях своими руками. Для этого требуются инструменты для кузовного ремонта автомобилей, которые рассмотрены в приведенной статье.
Обустройство помещения
Если одиночные ремонтные работы можно производить в бытовых условиях обычного гаража, то для регулярного осуществления кузовного ремонта следует превратить его в специализированное помещение. Прежде всего, следует оборудовать гараж смотровой ямой либо эстакадой в зависимости от особенностей помещения. Для создания эстакады можно использовать пиломатериалы.
Также для обеспечения возможности работы в гараже на протяжении всего года следует оборудовать его отоплением, к тому же потребуется утепление.
Нагревать помещение потребуется лишь на срок осуществления кузовных работ, а не постоянно, поэтому лучшим вариантом отопительного оборудования для такого гаража является тепловая пушка.
Это устройство обеспечивает интенсивный нагрев, который требуется для покраски.
Для подключения тепловой пушки потребуется сеть. К тому же при кузовном ремонте используют как пневмо-, так и электроинструменты, которые требуют источника питания, следовательно, необходимо провести сеть в гараж. Наконец, желательно создать места в виде ям под крупногабаритные инструменты, такие как компрессор и сварочный аппарат.

Классификации оборудования
Существует несколько классификаций инструментов для кузовного ремонта. Так, по назначению их подразделяют на такие системы:
- сварочные;
- компрессоры;
- шлифовальные;
- рихтовочные;
- инструменты чистовой доводки;
- измерительные системы.
По этапам кузовных работ, к которым относятся выправление вмятин, удаление коррозии, покраска и подготовка к ней, инструменты подразделяют на соответствующие категории. Помимо этого рассматриваемая классификация включает группу дополнительных материалов.
По принципу функционирования оборудования для кузовного ремонта его классифицируют на ручные и автоматические инструменты. Модели второго подтипа по источнику питания подразделяют на пневмо- и электроинструменты. К первым относят, например, шлифовальные машины, в то время как краскораспылитель — это пневмоинструмент.

Сварка
Сварочные аппараты также подразделяют на несколько типов, каждый из которых имеет определенные особенности функционирования и осуществления работ. При этом они обеспечивают различное качество сварных швов. Следовательно, выбирать сварочный аппарат для осуществления кузовных работ своими руками нужно на основе требований к их качеству и навыков исполнителя.
Так, агрегаты переменного тока подходят для восстановления крупных неисправностей вроде сварки рамы, однако такие инструменты не используют для устранения мелких дефектов.
При кузовном ремонте своими руками обычно используют вольфрамовый электрод либо углекислотный полуавтомат.
Компрессоры
Эти устройства также различаются по конструкции. Встречаются поршневые и диафрагменные модели компрессоров, а объем ресивера может быть от 20 до 50 л. Рассматриваемый инструмент для кузовного ремонта желательно оснастить маслоотделительным фильтром. Компрессоры обеспечивают воздухом пневмоинструмент. Также для покрасочных работ потребуется приобрести и сам пневмоинструмент, представленный покрасочным пистолетом.

Рассмотренные инструменты для кузовного ремонта являются наиболее крупногабаритными, поэтому вышеупомянутые ямы в гараже оборудуют именно под них.
Рихтовка
Приспособления для ремонта вмятин и дефектов кузова отличается разнообразием. Рихтовочные инструменты представлены:
- молотками;
- ложками;
- наковальнями;
- блоками насечки.
Наиболее оптимальными вариантами рихтовочных молотков считают двусторонние инструменты со сторонами различной формы. От прочих молотков рихтовочные отличаются массой и материалами. Для обеспечения возможности правки вмятин различных размеров и форм следует приобрести набор рихтовочных молотков.
Рихтовочные молотки при кузовном ремонте своими руками применяют в комплекте с наковальней либо с различными блоками, предназначенными для смягчения ударов.

Еще один инструмент для кузовного ремонта автомобилей, относящийся к рихтовочным, представлен ложкой. Она предназначена для правки плоских бугорков небольших размеров путем распределения удара молотка по площади. Причем с данным инструментом можно использовать обычный молоток, однако острые складки нужно обработать рихтовочным молотком перед применением ложки.
Для правки вмятин в труднодоступных местах предназначен инструмент для кузовного ремонта, называемый фигурным стержнем. Он представляет собой инструмент длиной от 30 см до 1 м с наконечником в виде зубила или пробойника. Принцип применения близок к технологии использования названных инструментов.
Наковальни, предназначенные для кузовных работ, отличаются по форме от обычных. Встречаются варианты в виде пятки, куриного яйца, большого пальца. Различные наковальни применяют для правки в зависимости от формы вмятин, поэтому для осуществления кузовных работ своими руками желательно иметь несколько вариантов данных приспособлений.
Блоки насечки являются вспомогательными инструментами для кузовных работ. Они служат для определения мест применения силы и поддержки металла при осуществлении правки. Для этого рассматриваемые приспособления размещают с обратной стороны обрабатываемого фрагмента кузова. После нанесения ударов по нему на блоке насечки остаются следы.

Шлифовка и полировка
Оборудование, предназначенное для зачистки, к которому относится наждачная бумага, шлифовальные и полировочные машины, называют инструментами чистовой доводки.
Что касается наждачной бумаги, при кузовных работах для правки и зачистки рабочих поверхностей наиболее часто применяют варианты зернистостью Р120 — Р500.
Для зачистки листового металла и обработки шпатлевки применяют кузовные напильники, которые отличаются наличием держателя изогнутой формы с изменяемой геометрией, что обеспечивает возможность правки труднодоступных мест.
Электроинструменты, представленные шлифовальными машинами, служат для правки крупных неровностей, а также для удаления лакокрасочного материала и грунтовки.

Прочие приспособления
- Измерительные приборы представлены как механическими, так и электронными вариантами.
- К расходным материалам для кузовных работ относят наждачную бумагу, грунтовку и наполнитель. Их применяют на этапе покраски.
- Для нанесения лакокрасочного материала используют пневмоинструмент, представленные краскораспылителями.
- Группа материалов для удаления коррозии включает: преобразователи ржавчины, щетки, антикоррозийные мастики, наждачную бумагу, растворители, ветошь, грунт
- К материалам для подготовки к покраске относят: растворители, абразивные материалы, шлифовальные машины, ветошь, шпаклевочные растворы, грунт.
- Материалы для покраски: базовые эмали, лаки, пневмоинструмент в виде краскораспылителей.
- Дополнительные материалы: разъемы для монтажных работ, шпатели, клей-герметик, маскирующие малярные ленты.
Рихтовка автомобиля своими руками: советы и необходимые инструменты
 Как сделать рихтовку кузова автомобиля своими руками: инструменты, методы работы, особенности. Видео про рихтовку и покраску машины.
Как сделать рихтовку кузова автомобиля своими руками: инструменты, методы работы, особенности. Видео про рихтовку и покраску машины.
Многие автовладельцы, которые оказывались в ДТП и сталкивались с деформацией кузовных деталей, интересуются эффективными методами правильной рихтовки кузова. Если после подобного происшествия на кузове появились серьезные дефекты, такие как вмятины, частичные повреждения лакокрасочного слоя и т.д., необходимо незамедлительно восстановить прежнее состояние машины. Для предстоящих работ потребуется подготовить ряд инструментов и специализированной аппаратуры.
Беспокрасочные способы устранения вмятин

Перед началом практической части реставрации поврежденного крыла следует осмотреть дефектное место. Если глубина вмятины небольшая, а значительные заломы не наблюдаются, либо ЛКП не нарушилось, не целесообразно проводить традиционную рихтовку, поскольку это повредит ЛКП и вам придется полностью перекрашивать крыло.
Чтобы избежать дополнительных расходов, достаточно воспользоваться методами беспокрасочной рихтовки:
- Магнитная технология. Для проведения работ нужно подготовить магнит и провести им от конца дефекта ближе к центральной части. Во время процедуры необходимо тянуть магнит на себя. Чтобы избежать нарушения ЛКП, лучше поместить под изделие тканевую подложку. Можно использовать салфетку из фланели и флиса.
- Рихтовочные рычаги. Метод вытягивания кузова называется PDR и является весьма продвинутым решением для борьбы с дефектами разных размеров. Реставрация крыла таким путем предполагает наличие нескольких изделий с изогнутым кольцом. Для получения доступа к повреждению нужно снять крыло. Выпрямление осуществляется крюком с подходящей длиной с осторожным воздействием на проблемный участок. Если придерживаться всех правил процедуры и быть осторожным, поверхность будет выровнена.
- Аппликаторы. Для восстановления крыла транспортного средства с наружной стороны используются аппликаторы. Дефектный участок нужно тщательно подготовить, обработав обезжиривающим средством и очистив от загрязнений. В центральной части следует закрепить аппликаторы и дождаться застывания клея. Центр повреждения осторожно вытягивается и проверяется на предмет наличия других дефектов. Для работы нужны мини-лифтер или скоба с вкручиваемым крепежом. После окончания работы остатки клеевой смеси нужно удалить.
- Рихтовка без окрашивания производится посредством прогревания, после которого поверхность охлаждается. Действие несложно реализовать без сторонней помощи, подготовив строительный или монтажный фен, а также аэрозоль со сжатым воздухом. Необходимо подогреть феном проблемное место и создать воздушный поток из баллончика. Под воздействием температурного скачка дефектная зона будет выровнена. Если дефект имеет средние размеры, его прогревают в разных местах.
При обнаружении царапин, изгибов и других дефектов ЛКП нужно выполнить традиционную рихтовку с покраской крыла.
Инструменты для рихтовки

Реставрация кузова рихтовкой является достаточно узкопрофильным и кропотливым действием, которое можно выполнить только при наличии опыта и специализированного инвентаря. Для проведения процедуры потребуется подготовить:
- рихтовочные молотки с разными бойлами
- безинерционные прорезиненные молотки;
- штампы и наковальни для фиксации крыла;
- полотно для обработки металлических изделий;
- рихтовочные ложки для снятия листов;
- наждачную бумагу и шлифмашину;
- напильники для обслуживания необъемных выпуклостей;
- споттер для выравнивания конструкции точечной сваркой.
Для успешной рихтовки лучше подготовить несколько рихтовочных молотков разного типа. Также нужен базовый слесарный инструмент, который должен быть в распоряжении каждого автовладельца.
Для реализации работ стоит поместить крыло на ровную конструкцию, обработанную ватином, войлоком или синтепоном для подавления ударов. Легкими постукиваниями различными молотками можно выровнять поверхность. При наличии специальных инструментов, крыло надежно закрепляют в неподвижном состоянии.
При рихтовке не помешает дополнительная защита других узлов. Для этого используют фронтальную насадку с магнитной поверхностью и вырезом под крыло. Неплохим подспорьем для рихтовки может стать споттер, представляющий собой специальный прибор, работающий по принципу сварки сопротивлением. В свариваемой зоне появляется тепловая энергия, а инструмент оказывает точечное воздействие. Для устранения вмятин нужно подготовить обратный молоток.
Окрашивание крыла и рихтовка шпатлеванием

Если при устранении дефектов крыла машины старый лакокрасочный слой будет нарушен либо отслоится, потребуется выполнить перекраску конструкции. Окрашивание крыла производится по тем же принципам, что и покраска других элементов кузова:
- На участок с повреждением с помощью шпателя наносится шпаклевочный раствор. Количество слоев выбирается опытным путем, пока поверхность не будет выровнена. Все последующие покрытия наносятся только после просушивания предыдущего слоя.
- Когда финишный слой застынет, нужно затереть поверхность наждачной бумагой или шлиф-машиной;
- Распылением или кистью нужно распределить грунтовку;
- Дальше покрытие нужно покрасить краскопультом или малярной кистью. Финишное покрытие защищается с помощью лака или полировки.
Покраска крыла востребована и при наличии небольших дефектов с повреждением ЛКП. Основание нужно выровнять шпаклевкой, затем прогрунтовать и покрасить.
Достоинства использования магнитной накидки при самостоятельной рихтовке авто

При выполнении ремонтно-технических работ, затрагивающих кузовные детали, важно не допустить повреждения находящихся рядом деталей транспортного средства. Для защиты кузова подходит специальная магнитная накидка. Она предназначается для защиты ЛКП от любых дефектов.
Для изготовления накидки используется износостойкий материал (как правило, винил). Подобная накидка имеет несколько преимуществ:
- обладает высокой прочностью и устойчивостью к износу;
- легко и надежно фиксируется, не съезжает и не падает;
- материал качественно амортизирует удары;
- на рынке доступны разные варианты магнитной накидки, в том числе и изделия для защиты крыла с вырезами.
В продаже можно найти накидки под конкретные модели и марки автомобиля. При наличии опыта в швейном деле можно сшить накидку своими руками. В таком случае вы сэкономите приличную сумму денег. Для изготовления потребуются:
- плотная джинсовая ткань или синтепон;
- инструменты для нарезания и замеров (ножницы, сантиметр, бумага);
- швейная машинка;
- три магнита для крепления.
В первую очередь следует выполнить замеры и сформировать бумажную выкройку. Дальше нужно разложить джинсовую ткань на подходящем ровном мест и раскроить 2 полотна ткани и 1 слой синтепона, который будет использоваться для поглощения ударов. Синтепон необходимо вшить между слоями джинсовки для закрепления крепежных магнитов.
Работа с внутренними деталями

Рихтовка внутренних кузовных деталей считается достаточно простой работой. При наличии необходимых инструментов и слесарных навыков можно провести процедуру своими руками, особенно, если речь идет о выравнивании лонжеронов и балок. Основные сложности могут возникнуть при работе с участками сопряжения поврежденных конструкций – дверной проем с дверьми, брызговик с капотом, моторный щиток с рамкой и т.д.
Чтобы вернуть правильную геометрию, нужны профессиональные инструменты и оборудование. При этом современные автомобили подвергаются деформациям даже при незначительных ДТП. Например, если точки крепления узлов сместились, необходимо устранить это как можно быстрее, поскольку транспортное средство будет передвигаться «под углом» либо двигатель начнет соприкасаться с кузовной конструкцией. Иногда дефекты удается исправить своими руками посредством замены отдельных фрагментов кузова. Но в других случаях его приходится вытягивать с помощью специального оборудования, что сопровождается рядом сложностей.
Рихтовка выстукиванием и вытягивание зацепом

Работа сопровождается большими затратами времени и усилий, поскольку придется демонтировать кузов в поврежденном месте, а затем отметить область вмятины. Для выстукивания дефектов нужна опорная поверхность. Для этого подойдет наковальня.
Иногда приходится слегка подогревать металл для придания ему мягкости.
Второй метод подразумевает устранение вмятин зацепами. Это практикуется при более крупных дефектах кузова. Процесс производится по простому алгоритму: в центр проблемной зоны вкручивается саморез, а затем ударами молотка вытягивается изгиб до возвращения обрабатываемой зоны в исходное положение. Следы от саморезов можно закрасить или обработать шпаклевкой.
Усадка растянутого металла

Растянутые металлические поверхности после рихтовки становятся выше остальных частей, а также теряют запас прочности и становятся нестабильными. Металл не удастся простучать молотком или опустить ниже ввиду отсутствия свободного места. Поверхность либо деформируется, уйдя в противоположную сторону, либо вернется на исходное место.
Если вам удалось устранить деформацию с использованием нужных инструментов и подходящего усилия, то растянутый металл появится только в зоне размещения дефекта. Если реставрация производилась без тщательной оценки состояния поверхностей, проблема усугубится, и следы растягивания металла проявятся по всей плоскости.
В завершение нужно охладить участок губкой или мокрой тряпкой. Подобный метод позволит усадить и другие участки. Но главное – соблюдать осторожность и не переборщить. В противном случае поверхность деформируется, и возникнут другие проблемы.
Усадка нагревом производится с учетом следующих правил:
- обратную сторону прогреваемой зоны нужно очистить от слоя шумоизоляции;
- во время усадки следует применять поддержку с меньшей выпуклостью, чем растянутый металл;
- для большинства задач подходит ацетиленовая горелка с насадкой. Также можно обойтись методом нагрева полуавтоматической сваркой или угольным электродом;
- с помощью ацетиленовой горелки нужно прогреть основание до ярко-красного цвета;
- нельзя остужать металл, который прогрелся до красного цвета. Лучше подождать, чтобы он остыл и стал черным;
- избегайте нагревания области до такой степени, что вы не сможете осадить ее молотком за один раз. Горелкой удается прогреть участок от 10 до 25 мм;
- при нагреве запрещено допускать круговые движения по спирали и от периферии к центру;
- нельзя делать усадку, пока металл не будет выправлен к исходному состоянию;
- нельзя нагревать для усадки дефектный участок;
- если проблемное место обладает небольшим размером, нужно прогревать небольшое пятно;
- усадка растянутого материала производится и без охлаждения;
- после усадки используют дополнительное выравнивание основания.
Заключение
Если вы решились на самостоятельную рихтовку кузова, будьте готовы учитывать как положительные моменты своего выбора, так и некоторые подводные камни и неприятные моменты. Даже если этот этап будет завершен успешно, не забывайте, что за ним следует еще одна непростая работа, а именно – окрашивание кузова. И стоимость покраски может неприятно вас удивить, особенно если при рихтовке были допущены ошибки.
Видео про рихтовку и покраску машины:
Как сделать рихтовку кузова автомобиля своими руками: инструменты, методы работы, особенности. Видео про рихтовку и покраску машины.
Инструмент для кузовного ремонта

- Стапель
- Гидравлика для рихтовки
- Рихтовочные инструменты
- Оборудование для окрашивания автомобилей
- Оборудование для работ с пластиковыми деталями
- Используемые материалы
- Заключение
Кузовной ремонт — это одна из самых сложных и ответственных разновидностей работ по устранению неисправностей автомобиля. Здесь важна точность и аккуратность, поэтому от вас потребуются не только специальные знания в этой области, но и определённые навыки во владении инструментом и в обработке материалов. По сути, это технологический процесс правки кузова автомобиля. Он бывает двух видов:
- полным;
- локальным.
 Набор инструмента для рихтовки кузова в раскладном футляре
Набор инструмента для рихтовки кузова в раскладном футляре
Полный ремонт необходим, если машина попала в аварию, и требуется серьёзное исправление геометрии кузова с заменой некоторых его частей.
Локальный ремонт подразумевает исправление более мелких неисправностей. Это могут быть следующие операции:
- исправление вмятин;
- восстановление повреждений лакокрасочного покрытия;
- ремонт бамперов и деталей из пластика.
Очевидно, что для работ такого плана вам будет необходимо специальное оборудование. Специалисты используют в таких случаях инструмент для кузовного ремонта и специальные приспособления, которые делают возможным выполнение операций и упрощают операции с машиной. Давайте рассмотрим, каким бывает кузовной инструмент, и для чего конкретно он служит.
Стапель
При столкновении или наезде на препятствие у автомобиля могут возникать различные нарушения геометрии кузова. Они требуют грамотной правки — машина с неправильной геометрией плохо подаётся управлению, и велик риск возникновения новой аварийной ситуации.
Для правки геометрии кузова применяется кузовной инструмент, который называют стапелем. При помощи системы фиксации одних частей и нагрузки на другие части машины происходит выправление дефектов. Стапель оборудован специальными гидравлическими приспособлениями для нагрузки и силовыми захватами для фиксации.
Есть следующие разновидности стапелей:
- напольный — наиболее дешёвая разновидность. Он состоит из рельсов, вмонтированных в пол, анкеров и стоек. Позволяет использовать занимаемую площадь для других задач, когда в нём нет необходимости;
- платформенный — это эстакада с трапом для въезда и рельсами. Он может использоваться для самых сложных разновидностей правки, однако он требует под себя большой площади в помещении;
- рамный — очень удобен для правки несложных дефектов. Не занимает много места и очень эффективен.
Гидравлика для рихтовки
Гидравлика — это инструмент для кузовного ремонта, который помогает выполнению работ по рихтованию. Набор состоит из гидравлического насоса, различных насадок и удлинителей. Такие наборы различаются по тоннажности.
Рихтовочные инструменты
Суть работ по рихтовке заключается в том, что детали возвращают первоначальный вид. Иначе говоря, это разнообразные методы правки элементов автомобиля. Для выполнения работ подобного рода у вас в арсенале должны быть следующие инструменты:
- Набор молотков для рихтования:
- с выпуклыми бойками круглой и квадратной формы;
- с плоским круглым и выпуклым квадратным бойками;
- с плоскими бойками (также круглыми и квадратными);
- с выпуклым круглым и плоским квадратным бойками;
- с выпуклыми плоским и круглым бойками большого размера.
 Набор рихтовочных молотков для кузовного ремонта
Набор рихтовочных молотков для кузовного ремонта- дерева;
- резины.
- рихтовальная;
- универсальная;
- для вытягивания;
- выпуклая;
- упругая ударного типа.
 Рихтовочные ложки и ударные полотна
Рихтовочные ложки и ударные полотна- реечный;
- подкатной;
- рычажно-винтовой.
 Домкрат гидравлический подкатной
Домкрат гидравлический подкатнойПеречень инструментов может быть длиннее или короче — всё зависит от того, насколько серьёзные виды работ по восстановлению автомобиля вы планируете.
Оборудование для окрашивания автомобилей
В перечень работ кузовного ремонта входят операции по окрашиванию. Очевидно, что для них также понадобится специальное оборудование. Вот краткий список того, что вам может понадобиться в процессе восстановления лакокрасочного покрытия автомобиля:
- Разбрызгиватель для:
- краски;
- грунтования.
 Набор краскопультов для покраски авмашин
Набор краскопультов для покраски авмашинВам не нужны все 3 категории — будет достаточно и одной. Просто определитесь с оптимальным вариантом. Вам следует знать, что аэрограф предназначен для окрашивания небольших поверхностей и не годится для серьёзных объёмов.
Обязательно будет нужен компрессор — он включается в схему оборудования для нанесения краски.
Неплохо иметь пескоструйный аппарат для очистки и обезжиривания поверхностей, когда вы готовите их для окрашивания. Для работы с этим аппаратом также понадобится компрессор.
Оборудование для работ с пластиковыми деталями
Кузовной ремонт автомобилей может подразумевать и комплекс работ с пластиковыми элементами кузова. В основном это сварка, поскольку пластик — легкоплавкий материал, или операции по удалению дефектов.
 Паяльник для ремонта пластиковых деталей машины
Паяльник для ремонта пластиковых деталей машиныДля термоопераций используется в основном следующее оборудование:
- Паяльники. Достаточно часто возникает необходимость в восстановлении бампера – при этом широко применяются паяльники. Различают две разновидности паяльников:
- электро;
- воздушный (по сравнению с электрическим его стоимость гораздо выше).
Используемые материалы
Расходные материалы для кузовного ремонта нельзя в прямом смысле классифицировать как инструмент. Однако они необходимы так же, как специальный инструмент и приспособления. Поэтому давайте рассмотрим, что необходимо иметь в мастерской:
- Чистящие и моющие средства.
- Обезжиривающую химию.
- Антистатики (предотвращают налипание пыли на свежеокрашенные узлы).
- Средства для полирования:
- абразивные;
- защитные;
- универсальные.
Заключение
Для ремонта кузова машины необходим целый арсенал специальных инструментов и приспособлений. Чем лучше вы оснащены в техническом плане, тем больше у вас шансов на успех в устранении неисправности вашего авто, тем выше качество и меньше времени и энергии вы потратите.
Каждый автолюбитель, стремящийся достигнуть каких-либо высот в ремонте машины, должен очень ответственно отнестись к своему инструментарию — это один из определяющих факторов вашего успеха.
Инструмент для удаления вмятин без покраски своими руками

Как работает инструмент
Данный инструмент отличается главной особенностью – способностью обеспечить механические нагрузки и в то же время не разрушать поверхность кузова. Говоря иначе, работа молотками, кувалдами, другими инструментами с ударным эффектом не подходит. С этим условием мастера становятся несколько ограниченными в своих действиях, но тем не менее существуют доступные рядовым пользователям абсолютно действенные инструменты, которые позволяют удалять вмятины без покрасочных работ.

Это делается с помощью вакуумных присосок, которые отличает способ захвата и конструкционная конфигурация. Популярны также крючкообразные приспособления, которые отличаются своими особенностями в действии. Инструменты этих обеих категорий объединяет то, что они обеспечивают предельно щадящее воздействие на лакокрасочную поверхность корпуса и тем самым позволяют снизить цену ремонта. Но вместе с преимуществами у таких неразрушающих методов есть и некоторые недостатки.

Инструмент своими руками
Когда на кузове автомобиля появляются небольшие вмятины, нужно прибегать к услугам жестянщика. Однако можно самому создать такой простой инструмент, с которым можно в простой способ своими руками вытянуть вмятину, и при этом кузов не нужно будет красить.
Из чего состоит приспособление

Для изготовления каркаса использована фанера, которая крепится саморезами и уголками.

Для адаптера для грибков применен воздушный фитинг «байонет».

В быстросъем 6 мм елочка вставляем шпильку крышки карбюратора ремонтную (одна сторона м5, другая – м6) м5 вовнутрь быстросъема, и закручиваем гайкой м5, у которой чуть спилены грани.

Для штока использована шпилька м6, для соединения с адаптером взят соединитель м6 (в моем населенном пункте не было, поэтому сварил гайки), нужно чтобы было с барашком м6 в верхней части.
В качестве мягкого основания использована часть, срезанная с ненужной строительной терки. Также это может быть любая резина либо изолон 8 мм.


Грибки, фиксирующие пенопласт лучше брать жестче и так, чтобы было поменьше отверстий. Их обрезаем, получив нужную форму. Винт 5м*40, шайбы, гайки.


Кроме того, нужно взять:
— Пистолет и термоклей.
— Спирт.
— Ветошь.
Далее будет показано принцип работы, как вытягивается вмятина на кузове машины.


На обезжиренную вмятину с помощью термоклея фиксируем грибок.


Вращаем барашек и тянем грибок – с ним потянется и металл.

Вот что вышло в результате.
Видео с демонстрацией вытягивания вмятин своими силами.
Слесарный ремонт автомобилей это
Полезная информация на тему: «слесарный ремонт автомобилей это». Мы постарались описать основные нюансы и порядок произведения необходимых действий.

 Слесарный ремонт автомобиля — часть жизни автовладельца.
Слесарный ремонт автомобиля — часть жизни автовладельца.Одни поручают его высокопрофессиональным специалистам в автомобильных центрах, другие просто не могут доверить своего железного коня ни одному специалисту кроме себя.
Безусловно, без комплексного проведения специальных мер, которые поддерживают отлаженную работу машины, под названием «слесарный ремонт автомобиля», невозможно обойтись. Сюда можно отнести как разборочные, так и сборочные, как контрольные, так и диагностические, как слесарные, так и регулировочные работы.
Текущий слесарный ремонт автомобиля предполагает ликвидацию мелких неполадок, профилактику, которая способствует предотвращению серьезных и неожиданных неисправностей. В основном в его ходе специалисты могут заменить повреждённые или изношенные амортизаторы, шаровые, сайлентблоги, рычаги.
Без профессионалов — никуда
Капитальный слесарный ремонт предполагает наличие профессионала в данной области, который обладает знаниями, опытом и, конечно же – специальными инструментами и оборудованием. К нему прибегают в тех случаях, когда требуется выяснить техническое состояние автомобильного средства или установить и ликвидировать причину серьезного повреждения.
В целом, в слесарный ремонт автомобиля относятся такие процедуры, как:проверка и замена:
- технических жидкостей
- масел
- фильтров и свечей
- системы питания
- карбюратора
- коробки передач
Также к слесарному ремонту относитя ремонт:
- электрооборудования
- мостов
- редукторов
- сцепления
- ходовой части,
- ормозной, а также выхлопной системы
- системы охлаждения.
Цены на слесарный ремонт
Наименование: Цена: Рулевое управление: Замена наконечников от 450 Замена рулевых тяг от 800 Замена рулевой рейки от 5000 Замена бачка ГУР (Гидра Усилитель Руля) 600-800 Замена жидкости ГУР 1200 Замена ремня ГУР от 300 Замена насоса ГУР от 1500 Замена Электро усилителя руля (не ремонтируем) от 1500 Тормозная система: Замена передних колодок 850 Замена задних колодок 950 Замена передних тормозных дисков от 1800 Замена задних тормозных дисков от 1800 Комплекс работ по замене тормозных дисков и колодок на одну ось от 1800 Замена тормозного барабана от 2000 Замена тормозного цилиндра от 600 Прокачка тормозной системы 1200 Замена тросика ручного тормоза от 1000 Замена датчика ABS от 300 Ремонт КПП и АКПП: замена масла в механической коробке передач; от 650 замена масла в автоматической коробке передач; от 1200 замена сальника полуоси коробки передач; от 800 замена тяг переключения передач; от 600 замена сальника первичного вала коробки; от 4500 замена опоры коробки переключения передач; от 600 замена механизма переключения передач; от 2000 замена сальника штока выбора передач; от 800 замена шестерни привода спидометра. от 600 Ремонт выхлопной системы: Ремонт глушителя от 1000 Замена глушителя от 450 за 1 часть Замена катализатора от 800 Установка резонатора от 450 Замена фланцевого соединителя от 450 Замена точки крепления глушителя от 400 комплект Замена лямбда зонда от 450 Прошивка под ЕВРО-2 от 8000 Ремонт ходовой: диагностика подвески 450 замена амортизатора от 1500 замена шаровой от 450 замена рычагов от 1000 замена подшипника ступицы от 1200 замена ступицы от 1200 замена пружины от 1250 замена стойки стабилизатора от 450 замена стабилизатора от 1500 замена полуоси с сальником от 1200 замена передней балки от 4000 замена подшипников от 1200 ДВС ДВС замена от 15000 замена маслосъемных колпачков от 8000 замена комплекта ремня ГРМ от 4000 замена цепи от 8000 замена помпы от 2500 замена свечей от 400 замена ВВ(высоковольтных проводов) от 400 замена модуля зажигания от 400 замена форсунок от 800 Замена крышки клапанов от 800 кап.ремонт ДВС от 40000 Наши специалисты выполняют только качественный ремонт автомобиля, так как каждый из них имеет навыки и многолетний опыта мастера, они работают только на новейшем оборудовании.
Наш совет для каждого хозяина своего железного коня: «Своевременно обращайтесь к специалистам за помощью в случае даже малейших неполадок. Ведь это помогает не только продлить жизнь машине, но и сохранить собственный бюджет».
Слесарный ремонт – это достаточно востребованный вид услуг, оказываемых автомобильным сервисом «Авто-Реал».
Технология слесарных работ предусматривает качественное и быстрое исполнение заказа, обеспечивает надежную и длительную эксплуатацию любых узлов, отремонтированных в автосервисе «Авто-Реал».
При ремонте агрегаты по желанию клиента могут комплектоваться оригинальными или неоригинальными запчастями. Нами предоставляется гарантия на слесарные работы любого вида. Чтобы узнать цены, просто позвоните нам по телефону.
Вашему автомобилю не потребуется ремонт достаточно долго. Работы в «Авто-Реал» осуществляются квалифицированными и опытными специалистами, которые постоянно проходят обучение и подготовку, так как модельный ряд машин постоянно изменяется. Стремясь быть лучшими, мы постоянно совершенствуем свое мастерство.


Поломки транспортных средств неизбежны, их основные причины — естественный износ и аварии. Многие неполадки устраняются с помощью слесарного ремонта. Данную услугу предоставляет компания «Автоцарапина».
В общем случае он представляет собой комплекс восстановительных мероприятий, целью которых является возврат к заводским параметрам транспортного средства. Делается диагностика, осуществляется замена поврежденных либо изношенных узлов и компонентов, выполняются профилактические и слесарные работы.
Важным условием поддержания транспортного средства в технически исправном состоянии является регулярное обслуживание и своевременное проведение регламентных мероприятий.
Наименование Стоимость Слесарный ремонт от 400 руб. Услуги слесарного ремонта

- силовых агрегатов;
- ходовой части, трансмиссии;
- топливной системы и прочих элементов автомобиля.
Предоставляются услуги по установке комплектующих, подбору эксплуатационных жидкостей, замене расходных материалов и пр.
Преимущества слесарного ремонта от компании «Автоцарапина»
Наличие многолетнего (с 1997 года) опыта по обслуживанию автомобилей, а также квалифицированного персонала позволяет выполнять работы любой сложности, масштаба и специфики. Принимаются любые машины — вне зависимости от комплектации и модели, возраста и технологических особенностей, текущего состояния и прочих нюансов.
При проведении слесарного ремонта обеспечивается:
- комплексная диагностика с применением современного тестового оборудования и специализированных сканеров;
- определение минимально затратной методики проведения восстановительных работ, согласование их стоимости с владельцем машины;
- устранение всех неполадок, итоговое тестирование;
- дополнительные и сопутствующие мероприятия.
При выполнении слесарного ремонта учитываются условия эксплуатации транспортного средства. Это касается погодных особенностей, состояния дорог, качества используемого топлива и ГСМ, стиля езды и иных факторов.
Слесарный ремонт проводится с использованием только сертифицированных запасных частей, а также с учетом заводских регламентов, спецификаций и нормативов. Это гарантирует его безупречное качество, которое подтверждается официальной продолжительной гарантией. Она распространяется на все предоставленные услуги, а также на замененные узлы, механизмы, детали и прочие компоненты.

Многие дефекты машин, поступающих на ремонтные предприятия, хорошо изучены и систематизированы в типовой технологии ремонта. Такая технология разработана для большинства тракторов, комбайнов и сельскохозяйственных машин. В ней указаны способы восстановления деталей, применяемый для этого инструмент, технические условия на отремонтированные детали. Однако предусмотреть все случаи, которые могут встретиться в практике ремонта, просто невозможно. Иногда может не оказаться нужного инструмента или материала, порой появляется возможность применить более простой и надежный способ ремонта.

Слесарь-ремонтник должен быть универсалом. Помимо умения выполнять все общеслесарные операции, он должен знать правила производства разборочно-сборочных работ, хорошо разбираться в чертежах деталей н узлов машин, обозначениях допусков и посадок, знать основные механические свойства металлов и других ремонтных материалов, иметь представление о технологическом процессе ремонта.
Технологический процесс ремонта
Технологический процесс ремонта машины состоит из ряда последовательных операций, отличающихся одна от другой характером выполняемой работы и применяемым оборудованием. Вместе с тем многие ремонтные операции сходны между собой. Для производства однотипных технологических операций на ремонтных предприятиях организуют специальные рабочие места. Их оснащают станками, стендами, приспособлениями, приборами и другим оборудованием для разборки, восстановления деталей и сборки я машин и их узлов.
Основной элемент технологического процесса — операция, выполняемая на одном рабочем месте и охватывающая все действия работающего (или работающих) и применяемого оборудования над одним или несколькими совместно обрабатываемыми, разбираемыми или собираемыми изделиями. Кроме технологических, в ремонтном производстве имеются и вспомогательные операции: транспортные, моечные, контроля качества, маркировки и др. Технологические операции делятся на переходы, проходы и приемы.
Переход — это часть операции, характеризующаяся неизменностью обрабатываемой поверхности (или сопрягаемых поверхностей при сборке), применяемого инструмента и режимов работы оборудования.
Проход — часть перехода, при которой снимается один слои материала.
Прием — это законченная совокупность отдельных движений работающего в процессе выполнения операции (например, при сверлении отверстия в изделии приемами будут: закрепление изделия на столе станка, включение cr.li;, подвод сверла к изделию, включение подачи, выключение подачи, отвод шпинделя, выключение станка, освобождение изделия).
Большое разнообразие работ в условиях ремонтного производства требует от слесаря умения выполнять операции самого различного характера, сложности и точности. Качество выполнения ремонтных операций находится в прямой связи с квалификацией рабочих и оснащенностью ремонтных предприятии оборудованием, приспособлениями И инструментом
Начинающему слесарю-ремонтнику нужно прежде всего изучить инструмент, которым ему придется пользоваться, и освоить приемы выполнения обще слесарных операций.Основные слесарные операции
К основным общеслесарным операциям относятся: разметка, рубка и резка, правка и гибка, опиливание, сверление и развертывание отверстии. Часть из них, например разметку изделий и сверление отверстий, слесарь выполняет на специально оборудованных для этой цели общих рабочих местах, а остальные — на своем индивидуальном рабочем месте, где он также нарезает резьбу, шабрит, паяет.
Рациональная организация рабочего места слесаря позволяет обеспечить наивысшую производительность, хорошее качество и безопасные условия труда с наименьшей затратой сил, времени и средств. Важно правильно оснастить рабочее место и соблюдать на нем раз и навсегда заведенный порядок.
П РОФЕССИОН АЛЬНОЕ
Минск «Современная школа» 2009
УДК 629.33.078 ББК 39.33-08 А22
Серия основана в 2009 году
Составитель А. А. Ханников
Правообладателем книги является ООО «Современная школа». Выпуск произведения, а также использование его отдельных частей без разрешения правообладателя является противоправным и преследуется по закону. Книга выпущена по заказу правообладателя.
Автослесарь / сост. А. А. Ханников. — Минск: Совре- А22 менная школа, 2009. — 384 с. — (Серия «Профессиональное образование»).
(В предлагаемом пособии рассматриваются устройство, техническое обслуживание и ремонт отечественных грузовых и легковых автомобилей на примере базовых моделей — как с классической, так и с переднеприводной схемой компоновки, приводятся основы организации технического обслуживания и ремонта автомобиля, даются сведения о видах, причинах возникновения, способах обнаружения и устранения основных неисправностей агрегатов, механизмов и систем автомобиля.
Пособие адресуется мастерам производственного обучения, может быть использовано при подготовке работников по специальности «Автослесарь», будет полезно широкому кругу читателей, желающих сделать ремонт автомобиля своими руками.
УДК 629.33.078 ББК 39.33-08
ISBN 978-985-513-474-0 © Ханников А, А., составление,» 2009
© Оформление. ООО «Современная школа», 2009
Автомобильный транспорт играет важную роль в народном хозяйстве и обеспечивает совместно с железнодорожным, водным и воздушным транспортом перевозку всевозможных грузов. Автомобильный парк с каждым годом пополняется новыми грузовыми, легковыми, специальными автомобилями и автобусами. Рациональное использование и наибольшая производительность автопарка достигаются только при условии содержания его в технически исправном состоянии, что обеспечивается своевременным и качественным проведением работ по техническому обслуживанию й ремонту автомобилей.
Технически грамотное выполнение ремонтных работ позволяет полностью восстановить техническую исправность и работоспособность автомобиля. Решающую роль в деле поддержания автопарка на высоком техническом уровне играют правильная организация техобслуживания и ремонта автомобилей на авторемонтных и автосервисных предприятиях, СТО, оснащенных новейшим высокопроизводительным оборудованием, инструментом, а также высокая квалификация автослесарей, выполняющих основные работы по ремонту и обслуживанию. Предлагаемая книга может служить учебным пособием для подготовки и повышения квалификации автослесарей, помочь им приобрести основные знания, умения и выработать правильные приемы выполнения отдельных авторемонтных работ, применив их для удовлетворения возрастающей потребности в техническом обслуживании и ремонте автомобилей с целью повышения эффективности их использования владельцами.
Общие сведения
В процессе эксплуатации свойства автомобиля постоянно меняются. Это проявляется в снижении надежности, динамических качеств транспортного средства, безопасности движения, повышенном расходе горюче-смазочных материалов, ухудшении пуска двигателя, появлении стуков, шумов и других неисправностей. Постоянно действующими основными причинами изменения технического состояния автомобиля при его эксплуатации являются изнашивание, пластические деформации, усталостные разрушения, старение, коррозия. Полностью устранить эти причины невозможно, однако замедлить их влияние на качественную работу автомобиля необходимо, что достигается проведением технического обслуживания и различного вида ремонтных работ.
Под эксплуатацией автомобилей понимают стадию их жизненного цикла, на которой реализуется, поддерживается и восстанавливается их качество. Жизненный цикл включает стадии разработки, изготовления, продажи, эксплуатации и утилизации автомобиля.
Эксплуатация автомобилей может быть производственной и технической. Производственная эксплуатация— это использование автомобиля по назначению, например перевозка пассажиров или определенных грузов и т.д. Техническая эксплуатация— это комплекс технических, организационных и других мероприятий, обеспечивающих поддержание автомобилей в работоспособном и исправном состоянии, предупреждение их простоев из-за технических неисправностей. Техническая эксплуатация включает обкатку, техническое обслуживание, заправку, хранение, технические осмотры, диагностирование, устранение леисправностей, то есть неплановый ремонт и плановый ремонт.
Период работы автомобиля после его изготовления или ремонта при постепенно увеличивающейся нагрузке в целях приработки трущихся деталей, обеспечивающих их длительный срок
службы, называют обкаткой.В техническое обслуживаниевходит комплекс мероприятий по поддержанию работоспособности или исправности автомобиля при его использовании, хранении или транспортировании. Операции технического обслуживания выполняют в обязательном порядке на протяжении всего периода эксплуатации автомобиля. Виды технического обслуживания, периодичность и условия проведения устанавливают изготовители автомобиля на основе действующих стандартов. Заправка ав- _томобилей включает операции заполнения емкостей в соответствии с установленными правилами, выполнение которых обеспечивает сохранность автомобилей до использования по назначению.
Технический осмотравтомобиля представляет собой комплекс контрольных операций, которое проводятся перед началом эксплуатации в целях проверки готовности автомобиля к его использованию. Техническая эксплуатация автомобилей проводится владельцами автомобилей и автопредприятиями. Фирменный и специализированный технический сервис состоит в оказании услуг владельцам автомобилей силами предприятия-изготовителя, центров технического сервиса, СТО, автомастерскими и другими предприятиями автосервиса.
Система технического обслуживанияпредставляет собой совокупность планируемых и систематически выполняемых воздействий по контролю, поддержанию и восстановлению исправного состояния автомобилей. В понятие технический сервисвходят изучение спроса потребителя, своевременная информация об автомобилях, предпродажная подготовка, доставка, сборка, монтаж и наладка оборудования, обучение персонала, своевременное обеспечение потребителей ремонтно-технологическим оборудованием, запасными частями, сменными узлами, инструментом, проведение технического обслуживания и ремонта, транспортные услуги и др. Оформление заказов на техническое обслуживание и ремонт автомобилей, учет выполнения заказов, выдача автомобиля заказчику осуществляются предприятиями автосервиса в соответствии с установленной документацией. Автомобиль, прошедший техническое обслуживание или ремонт, перед выдачей владельцу должен быть принят мастером технического контроля.
С учетом постоянно возрастающей потребности в техническом обслуживании и ремонте автомобилей и автобусов, которые находятся в личном пользовании граждан и организаций различных форм собственности, в настоящее время профессия автослесаря является одной из наиболее востребованных. В условиях
приватизации, развития свободного г^редпринимательства и в целях приближения служб технического сервиса к потребителям на базе мастерских и станций технического обслуживания создается сеть частных центров, предоставляющих свободу выбора исполнителя и видов технического обслуживания автомобилей, а развитие научно обоснованного технического обслуживания, создание рынка услуг и конкуренция предъявляют жесткие требования к работникам технического автосервиса, где одна из основных ролей принадлежит автослесарям. От их подготовки, квалификации, теоретических знаний, умения разбираться в сложных механизмах автомобилей, решать задачи, возникающие в процессе обслуживания и ремонта автомобилей, зависит, как правило, успех’ в практических делах предприятия.
Основные характеристики автослесарных работ
В объем и характеристики работ, выполняемых автослесарем (в зависимости от его квалификации) при техническом обслуживании и ремонте автомобиля, входят многие операции. Для начинающего автослесаря это разборка простых узлов автомобилей, рубка зубилом, резка ножовкой, опиливание, зачистка заусенцев, промывка, прогонка резьбы, сверление отверстий по кондуктору, очистка от грязи, мойка после разборки и смазка деталей. Автослесарь должен знать основные приемы выполнения работ по разборке отдельных простых узлов, назначение и правила применения простого слесарного и контрольно-измерительного инструмента, наименование и маркировку металлов, масел, топлива, тормозной жидкости, моющих средств. Примерами выполняемых работ могут быть слив воды из системы охлаждения автомобиля, топлива из баков, тормозной жидкости из гидравлической тормозной системы; разборка масляных и воздушных фильтров тонкой и грубой очистки.
Характеристика работ автослесаря более высокой квалификации включает умение выполнять следующие операции: разборка грузовых автомобилей (кроме специальных и дизельных), легковых автомобилей, автобусов длиной до 9,5 м и Мотоциклов; ремонт, сборка простых соединений и узлов автомобилей; снятие и установка несложной осветительной арматуры; разделка, сращивание, изоляция и пайка проводов; выполнение крепежных работ при первом и втором техническом обслуживании; устранение выявленных мелких неисправностей; слесарная обработка деталей с применением приспособлений, слесарного и конт- рольно-измерительного инструмента.
Автослесарь должен знать:
основные сведения об устройстве автомобилей;
порядок сборки простых узлов;
приемы и способы разделки, сращивания, изоляции и пайки электропроводов;
основные виды электротехнических и изоляционных материалов, их .свойства и назначение;
способы выполнения крепежных работ и объемы первого и второго технического обслуживания;
назначение и правила применения наиболее распространенных универсальных и специальных приспособлений и с- редней сложности контрольно-измерительного инструмента;
основные механические свойства обрабатываемых материалов;
назначение и применение охлаждающих й тормозных жидкостей, масел и топлива;
правила применения пневмо- и электроинструмента;
основные сведения по электротехнике, технологии металлов в объеме выполняемой работы.
Примерами выполняемых работ могут быть следующие:

проверка и крепление картеров и колес;
разборка направляющих клапанов;
изготовление кронштейнов и хомутиков;
снятие и установка водяных насосов, вентиляторов и компрессоров;
снятие и установка плафонов, задних фонарей, катушки зажигания, свечей;
проверка и крепление приборов и агрегатов электрооборудования при техническом обслуживании;
Видео (кликните для воспроизведения). замена, пайка, изоляция проводов;
смазка листов рессор с их разгрузкой;
зачистка контактов свечей, прерывателей-распределителей.
Автослесарь высокой квалификации должен уметь выполнять следующие виды работ:
разборка дизельных и специальных грузовых автомобилей и автобусов длиной сбыше 9,5 м;
ремонт и сборка легковых автомобилей;
выполнение крепежных работ ответственных резьбовых соединений при техническом обслуживании с заменой изношенных деталей;
Техническое обслуживание:
разборка, ремонт, сборка, регулировка и испытание агрегатов, узлов и приборов средней и высокой сложности;
разборка ответственных агрегатов и электрооборудования;
определение и устранение неисправностей в работе узлов, механизмов, приборов;
пайка и соединение проводов с приборами и агрегатами электрооборудования;
ремонт и установка сложных агрегатов, узлов и приборов и замена их при техническом обслуживании;
обкатка автомобилей и автобусов всех типов на стенде;
выявление и устранение дефектов, неисправностей в процессе регулировки и испытания агрегатов, узлов и приборов;
разбраковка деталей после разборки и мойки;
уметь выполнять статическую и динамическую балансировку ответственных деталей и узлов сложной конфигурации;
— регулировать и испытывать на стендах и шасси сложные и ответственные агрегаты и заменять их при техническом обслуживании;
проверять детали и узлы электрооборудования на контрольных приспособлениях;
устанавливать приборы и агрегаты электрооборудования по схеме, включать их в сеть;
■ выявлять и устранять сложные дефекты и неисправности в процессе ремонта, сборки и испытания агрегатов, узлов автомобилей и приборов электрооборудования;
составлять дефектные ведомости, оформлять приемо-сдаточную документацию.
Автосдесаръ высокой квалификации должен зиать:
устройство й назначение узлов, агрегатов и приборов средней и высокой сложности;
правила сборки автомобилей, ремонта деталей, узлов, агрегатов и приборов;
основные приемы разборки, сборки, снятия и установки приборов и агрегатов электрооборудования, ответственные регулировочные и крепежные работы;
типичные неисправности системы электрооборудования, способы их обнаружения и устранения;
назначение термообработки деталей;
основные свойства металлов;
устройство универсальных и специальных приспособлений, а также средней и высокой сложности контрольно-измерительных инструментов;
устройство и назначение дизельных и специальных грузовых автомобилей и автобусов;
электрические и монтажные схемы автомобилей;
технические условия на сборку, ремонт и регулировку агрегатов, узлов и приборов;
методы выявления и способы устранения сложных дефектов, обнаруженных в процессе ремонта, сборки и испытания агрегатов, узлов и приборов;
правила и режимы испытаний, технические условия на испытания и сдачу агрегатов и узлов; устройство испытательных стендов.
Примерами работ по техническому обслуживанию и ремонту автомобилей могут быть следующие:
снятие и установка топливных баков, картеров, радиаторов, педалей, глушителей;
подгонка при сборке карданных валов, цапф тормозных барабанов;
разборка, ремонт и сборка вентиляторов;
проверка и крепление головок цилиндров двигателя;
разборка двигателей всех типов, задних, передних мостов, коробки передач, карданных валов;
— снятие и установка крыльев легковых автомобилей;
разборка реле-регуляторов, распределителя зажигания;
обработка и притирка седел клапанов;
разборка, ремонт и сборка фар, замков зажигания;
ремонт и сборка кривошипно-шатунного механизма блока цилиндров двигателей; установка в блок распределительных валов;
разборка генераторов, стартеров, спидометров;
— сборка, ремонт, испытание на герметичность, установка и крепление головки блока цилиндров дизельного двигателя;
ремонт и сборка двигателей всех типов;
регулировка угла сходимости передних колес;
ремонт и сборка колодок тормозных барабанов, амортизаторов, дифференциалов;
разборка, ремонт, сборка и испытание тормозных кранов, компрессоров;
разборка автоматических коробок передач;
сборка и испытание на стенде механических коробок передач;
проверка и правка под прессом в холодном состоянии передних осей;
замена вкладышей, шабрение, регулировка коренйых подшипников;
подбор по цилиндрам и сборка поршней с шатунами, смена поршневых колец;
проверка и регулировка при техническом обслуживании сложных приборов и агрегатов электрооборудования;
замена сальников коленчатых валов, ступиц сцепления, пальцев шаровых рулевых тяг и поворотных кулачков;
разборка гидравлических и пневматических тормозов;
ремонт, сборка и регулировка рулевого управления;
проверка на приборе шатунов в сборе с поршнями;
Ыена втулок в верхней пшовке шатуна с подгонкой по поршневому пальцу, окончательная пригонка по шейкам коленчатого вала по отвесу в четырех положениях (шатуны);
испытание на стенде, регулировка и диагностирование двигателей всех типов и марок;
обслуживание и ремонт приборов для трансмиссии, рулевого управления, газоанализаторов;
замена и регулировка подшипников передних и задних мостов;
диагностирование тормозов, рулевого управления, системы освещения и сигнализации;
обслуживание и ремонт стендов для проверки тягово-эко- номических и тормозных качеств автомобиля;
обслуживание, ремонт и регулировка приборов для проверки систем электрооборудования, зажигания, пневматических тормозных систем, гидроусилителей рулевого управления;
проверка после испытания на стенде, устранение неисправностей и окончательное крепление всех соединений цилиндров, коренных и шатунных подшипников.
Организация рабочего места автослесаря
Рабочим местомназывают часть пространства, приспособленного для выполнения автослесарем или группой работников производственного задания. Рабочее место включает:
технологическую оснастку, приспособления, инструмент и необходимый инвентарь (установочные столы, стенды, верстаки, стеллажи, шкафы и др.).[1]
Рабочее место автослесаря должно быть оборудовано техническими средствами, обеспечивающими максимальные удобства для работы, безопасность труда, рациональное построение трудового процесса, физиологически правильную рабочую позу, рациональное размещение и строгий порядок хранения инструментов, приспособлений, заготовок, изготовленных деталей, поддержание на рабочем месте необходимого порядка и чистоты.
Организация рабочего места должна предусматривать обеспечение высокой производительности труда, максимальную экономию рабочего времени, высокое качество технического обслуживания и ремонта автомобиля и сохранение здоровья работника. Автослесарю, производящему слесарные работы по ремонту сравнительно небольших (по габаритным размерам и массе) деталей и сборочных единиц, рабочим местом обычно служит участок территории автопредприятия, оборудованный инструментальным шкафом и слесарным верстаком.
Работы по техническому обслуживанию и ремонту автомобилей выполняются как вне автомобиля, так и непосредственно у автомобиля на постах технического обслуживания.
Рис. 1. Слесарные верстаки с поворотными тисками: а— одноместный; б— многоместный; 1 — каркас; 2— столешница; 3— тиски; 4— защитный экран; 5— планшет для чертежей; 6— светильник; 7— попочка для инструмент; 8— планшет для рабочего инструмент; 9— ящик; 10— полки; JJ— сиденье
Ритм жизни современного человека настолько динамичен, что порой найти время на обслуживание автомобиля бывает очень непросто. Именно поэтому многие автовладельцы стараются подыскать такой автосервис в Самаре, где можно решить все проблемы «железного друга» сразу.





Замена масла, фильтров, свеч, тормозных колодок, стеклоочистителей, устранение того или иного «сверчка» — это лишь часть вопросов, которые хочется закрыть за один раз, не тратя драгоценное время на поиск расходных материалов по городу. Конечно, можно заниматься этим самостоятельно, но проще и правильнее сделать так, как принято во всем мире, — доверить работу тем, кто в ней разбирается лучше. Если экономия времени вам важна, вы обратились по адресу!
Автосервис «Автоокей» в Самаре — это:
- Удобство во всем. Как отмечалось выше, чем больше услуг оказывает автосервис, тем проще автовладельцу. В нашем понимании удобство — это возможность предварительной записи, работа 24 часа в сутки и автомагазин (тоже круглосуточный), в котором есть все необходимое. Помимо этого, у нас имеется зал ожидания, где во время обслуживания или ремонта авто можно выпить чашечку кофе. Здесь же есть и телевизор, по которому можно увидеть, как ремонтируют вашу машину
- Высокая квалификация. Жесткий отбор сотрудников и большой опыт работы начальников отделов позволяют нам гарантировать, что все процедуры будут выполнены качественно.
- Разумные цены. Бытует мнение, что у «ребят в гаражах» всегда дешевле, чем в более представительном автосервисе. Если вы тоже так считаете, мы хотим разубедить вас, предложив ознакомиться с нашим прайс-листом.
- Форма оплаты. Кроме наличных мы принимаем пластиковые карты, а с юридическими лицами работаем по безналичному расчету.
По части диагностики и ремонта автосервис «Автоокей» может предложить:
- Cлесарный ремонт. Его нужно выполнять своевременно, поскольку от состояния этой части автомобиля зависит комфортность и, главное, безопасность водителя и пассажиров.
- Автоэлектрика. В эту категорию входят всевозможные услуги, связанные с электропроводкой. Помимо ремонта, мы занимаемся установкой сигнализации, акустических систем, бортовых компьютеров и т. д.
- Ремонт двигателей. Это может быть как капитальный ремонт, так и требующий частичной разборки.
- Ремонт МКПП. Эта процедура особенно сложна, если автомобиль прошел немало километров, поэтому чаще всего в сервисах ее предлагают заменить. Но только не в «НАЗВАНИЕ» — мы ремонтируем механические коробки передач!
- Диагностика инжектора. Как известно, эта деталь рано или поздно засоряется и нуждается в чистке. Мы используем только современные методы — ультразвуковой и жидкостный (под давлением).
- Развал/схождение (Hunter 3D). Благодаря специальному стенду для компьютерной регулировки углов развала/схождения мы идеально точно выполним эту процедуру.
- Кузовные работы — ремонт и покраска. По этой части мы можем предложить полный арсенал услуг — устранение вмятин, рихтовка, локальный ремонт и многое другое.
Автосервис «Автоокей» всегда рад новым клиентам. Приезжайте, и вы увидите, как быстро и эффективно мы решим ваши проблемы с авто!
Высококачественные натяжные потолки с установкой в Самаре от наших партнёров
Ремонт и техническое обслуживание шин и дисков колес
1. Организация технологии ремонта шин и колес
Демонтаж и монтаж колес и шин, правка дисков и запорных колец, замена покрышек, ремонт камер и дисков колес, а также балансировка колес в сборе производятся в шиномонтажном и шиноремонтном отделениях.
Технологический процесс ремонта шин осуществляется в порядке, указанном на рис. 1.
Шины транспортируют на шиномонтажный участок. До начала ремонтных работ колеса временно хранят на стеллажах. Демонтаж шин выполняют на специальных демонтажно-монтажных стендах. По способу привода эти стенды подразделяются на механические, гидравлические и пневматические.

Рис. 1. Технологический процесс шиномонтажного участка
Перед проведением монтажных работ ободья колес и их детали (бортовые и замочные кольца) очищают от грязи и ржавчины, устраняют погнутости и вмятины, а затем окрашивают для предохранения от коррозии. Для правки и зачистки ободьев применяют специальные стенды (рис. 2). В стенде имеется удлинитель пуансона для обратного давления, нажимная плита для предохранения диска от вмятин при реставрации. Привод может ручным или электрическим. Такие стенды предназначены для устранения осевого биения диска колеса (деформации типа «восьмерка»).

Рис. 2. Стенд для правки дисков колес
Внутреннюю поверхность покрышки необходимо хорошо протереть от пыли и припудрить тальком.
Рабочие поверхности монтажного инструмента должны быть чистыми и гладкими. При монтаже с помощью лопаток заправку бортов на обод нужно начинать со стороны, противоположной заправленному в покрышку камеры вентилю, и заканчивать, приближаясь к нему с обеих сторон. Это устранит возможность повреждения вентиля монтажной лопаткой.
Техническое состояние покрышек контролируют путем тщательного осмотра с наружной и внутренней сторон с применением ручного пневматического борторасширителя (спредера). Посторонние предметы, застрявшие в протекторе и боковинах шин, удаляют с помощью плоскогубцев и тупого шила. Посторонние металлические предметы в покрышке могут быть обнаружены в процессе диагностирования с помощью специального прибора.
Поврежденные камеры ремонтируют на специальном верстаке в определенной технологической последовательности (рис. 3).
При проверке технического состояния камер выявляют проколы, пробои, разрывы, вмятины и другие дефекты. Герметичность камер проверяют в ванне, наполненной водой, системами освещения и подвода сжатого воздуха, а герметичность золотника (ниппеля) контролируют мыльным раствором.
Контрольный осмотр дисков выполняют для выявления трещин, деформации, коррозии и других дефектов. В обязательном порядке проверяют состояние отверстий под шпильки крепления колес. Ободья от ржавчины очищают на специальном станке с электроприводом. Мелкие дефекты ободьев колес (погнутость, заусенцы) устраняют с применением слесарного инструмента — оправок, гладилок, молотков.
Технически исправные покрышки, камеры и диски монтируют и демонтируют на одном и том же стенде.
Давление воздуха в шинах должно соответствовать нормам, рекомендованным заводом-изготовителем. Шиномонтажный участок оборудуют эталонным манометром, по которому периодически проверяют рабочие манометры. После монтажа шин обязательно осуществляют балансировку колес в сборе на стационарном станке.

Рис. 3. Технологический процесс ремонта камер
2. Шиномонтажные работы
Важное значение для сохранности шин имеет качество проведения монтажно-демонтажных работ. Шины повреждаются в результате неосторожного применения монтажных инструментов, молотков или кувалд, при этом часто разрушаются борта.
При демонтаже шин легковых автомобилей на стенде (рис. 4, а) колесо, предварительно разбортировав его с помощью устройства 4, устанавливают на самоцентрирующийся вращающийся стол 2. Демонтаж (монтаж) шины выполняется с помощью стойки 3, а управление стендом осуществляется с пульта 1.

Рис. 4. Стенды для монтажа и демонтажа шин автомобилей: а — легковых; б — грузовых
Для шиномонтажа шин грузовых автомобилей применяют стенды другой конструкции типа FLYING TCS-52 (Китай) (рис. 4, б). Стенд состоит из планшайбы с универсальным зажимом для фиксации колеса, имеет две скорости вращения и может вращаться в обратную сторону. Гидравлический привод с единым гидроагрегатом приводит в движение механизм вращения и подъема планшайбы, а также консоль с монтажным инструментом. Предусматриваются также:
- выносной пульт управления;
- гидравлический привод с регулировкой давления;
- подвижная инструментальная консоль;
- регулировка усилия фиксации диска.
3. Ремонт шин
Современная технология позволяет производить быстрый и надежный ремонт всех основных видов повреждений радиальных и диагональных шин. Ремонту подлежат повреждения на беговой дорожке, боковине и плече шин. При этом используется метод горячей и холодной вулканизации. Метод холодной вулканизации позволяет в течение нескольких минут качественно отремонтировать камеру или шину.
Благодаря ремонтным материалам можно восстановить до 70 % автомобильных шин, получивших повреждения в дороге. Затраты на ремонт зависят от размера повреждения и составляют 5…10 % от стоимости новой шины.
Ремонтные материалы. Сырая резина (рис. 5) — пластичная масса черного цвета, которую при ремонте шин необходимо нагревать до температуры вулканизации –140…150 °С, поэтому такой процесс называют горячей вулканизацией. Смесь нагревают вулканизаторами. Они бывают различных конструкций, но в настоящее время наиболее распространены электрические.
Заплаты для ремонта камер и покрышек изготавливаются различных размеров (рис. 6). Они подразделяются:
- на универсальные — для восстановления изнутри шины ее герметичности, а также жесткости каркаса при небольшом его повреждении;
- камерные — для ремонта дефектов камер шин холодной вулканизацией; в отличие от универсальных, после наклеивания могут растягиваться вместе с камерой. Используются для ремонта камер автомобильных шин из натурального и синтетического каучука.
Заплаты имеют по краям зигзагообразную каемку из вулканизированной резины и активного слоя, благодаря чему при ремонте достигается большая поверхность сцепления.

Рис. 5. Сырая резина

Рис. 6. Заплаты и пластыри: а — универсальные; б — камерные; в — пластыри
Заплаты изготавливают разных размеров из резины. Они бывают двух основных типов: без упрочняющего корда и армированные. В заплатах из корда сторона, предназначенная для соединения с ремонтируемым участком, покрыта особым клеевым слоем. При нанесении на нее специального состава происходит холодная вулканизация. Армированные заплаты внутри упрочнены кордом. Они предназначены для восстановления изнутри шины ее прочности и жесткости после обрыва нитей корда. Могут применяться как при сквозных дырах, так и в случаях повреждений без потери герметичности. Одна из сторон такой заплаты покрыта слоем для холодной вулканизации.
Пластыри (рис. 6, в) используются для ремонта диагональных и радиальных шин и подразделяются на диагональные, радиальные и универсальные.
Диагональные пластыри применяются для ремонта сквозных повреждений с нарушением целостности корда диагональных шин. Они изготавливаются различных размеров и предназначены для ремонта шин способом горячей и холодной вулканизации.
Для всех видов автошин разработано 4 группы пластырей:
- для легковых и грузовых автомобилей;
- колесных тракторов;
- внутризаводского транспорта;
- дорожно-строительных машин.
При этом пластыри больших размеров изготавливаются таким образом, чтобы их профиль соответствовал профилю шины.
Все пластыри для ремонта автомобильных шин предварительно провулканизированы, за исключением тонкого (0,4 мм) адгезивного. Благодаря применению предварительно вытянутого термофиксированного нейлонового корда для отдельных усилительных слоев, пластыри являются очень прочными и в то же время гибкими. В диагональных пластырях содержится минимум 6 слоев корда, причем самые широкие и длинные слои прилегают к каркасу шины, что имеет решающее значение для ее надежного ремонта. Диагональные пластыри используются для ремонта как вискозных, так и нейлоновых каркасов автошин.
Радиальные пластыри применяются для ремонта сквозных повреждений радиальных автомобильных шин с нарушением корда. Конструктивной особенностью этих пластырей является то, что они воспринимают нагрузку на всем участке от кромки борта до середины беговой дорожки шин. Достаточно длинный и одновременно тонкий пластырь исключает увеличение жесткости боковой стенки в месте ремонта, что положительно сказывается на качестве и надежности ремонта. Радиальные пластыри изготовляются из особо прочного малорастворяющегося вискозного корда.
Универсальные пластыри предназначены для экспресс-ремонта бескамерных шин с размерами повреждений от 3 до 8 мм без нарушения нитей корда. С их помощью восстанавливается герметичность бескамерной шины в местах, где невозможен ремонт жгутиком, спецжгутиком или грибком (боковина, плечо и т.д.).
Жгутики или вставки используются для ремонта радиальных шин легкового и грузового транспорта. Они бывают следующих основных типов (рис. 7):
- резиновые с наружным слоем для холодной вулканизации. Если ими герметично отремонтированы повреждения беговой дорожки, позже их можно не удалять, а после разборки колеса лишь обрезать внутри выступающую часть и наклеить усиливающую заплату. Жгутики могут быть упрочнены нитями, чтобы не рвались при установке;
- волокнистые жгуты, пропитанные клеевым составом. Изготовленные из синтетических нитей, пропитанных бутилкаучуком, жгутики очень прочны, что позволяет легко установить их в шинах со стальным кордом. На них нет слоя для холодной вулканизации. Такие жгутики предназначены для временного ремонта бескамерных шин без снятия с диска, поскольку герметизируют повреждения только за счет компрессии и адгезии к резине. Шина, отремонтированная таким способом, при длительной эксплуатации может разгерметизироваться.

Рис. 7. Жгутики: а — резиновые; б — волокнистые жгуты
Грибки (рис.
 предназначены для профессионального ремонта камерных и бескамерных автомобильных шин при небольших повреждениях на беговой дорожке. Их изготавливают из резины, покрытой слоем для холодной вулканизации. Грибок устанавливают изнутри шины, когда отверстие от инородного предмета отклонено от вертикали на угол не более 25°, т.е. почти перпендикулярно к поверхности шины.
предназначены для профессионального ремонта камерных и бескамерных автомобильных шин при небольших повреждениях на беговой дорожке. Их изготавливают из резины, покрытой слоем для холодной вулканизации. Грибок устанавливают изнутри шины, когда отверстие от инородного предмета отклонено от вертикали на угол не более 25°, т.е. почти перпендикулярно к поверхности шины.Вулканизирующая жидкость применяется для ремонта камер автошин и взаимодействует с активным слоем заплаты, в результате чего и происходит процесс холодной вулканизации. Эта вулканизация долговечна, температуро- и бензиноустойчива.

Рис. 8. Грибки: а — виды грибков; б — определение угла наклона отверстия и способа ремонта (А — зона возможного ремонта грибком; Б — зона ремонта заплатой)
Спеццемент применяется для специальной обработки поверхности дефектов и материалов, применяемых при ремонте автомобильных шин способом холодной вулканизации.
Химический очиститель — это раствор для быстрой и качественной подготовки дефектов камер и шин к ремонту.
Оборудование и инструмент для ремонта автомобильных шин. Вулканизатор (рис. 9) предназначен для ремонта поврежденных участков шин и камер наложением ремонтного материала. Вулканизаторы подразделяются на используемые для ремонта камеры, ремонта шин и комбинированные.

Рис. 9. Электрический вулканизатор: 1 — опорная струбцина; 2 — нагревательные элементы с термодатчиками; 3 — зажимное приспособление; 4 — фиксируемая поворотная консоль с верхней нагревательной головкой; 5 — пульт управления
В зависимости от колеса, которое необходимо отремонтировать, используют стационарные или портативные переносные вулканизаторы.
В основе принципа действия вулканизатора лежит нагревание поврежденных участков шины и близлежащей поверхности с последующим наложением на поврежденное место своеобразной заплатки — пластыря. Пластыри могут накладываться как методом горячей, термальной вулканизации, так и методом холодной вулканизации.
Для поддержания постоянной температуры вулканизации вулканизатор комплектуется нагревательными элементами 2 с термодатчиками. При этом прибор сам регулирует температуру по степени наибольшего нагрева одного из датчиков, таким образом обеспечивается безопасность устройства и невозможность перегрева поверхности шины. Кроме того, можно включить автоматическое выключение вулканизатора по окончании работы. Питание вулканизаторов осуществляется как от электросети, так и от других источников (например, от аккумулятора автомобиля). Зажимное приспособление 3 верхней головки позволяет производить вулканизацию под давлением посредством подпружиненного винтового зажима.
В вулканизаторах кроме твердых могут применяться и эластичные нагревательные элементы (рис. 10). Гибкие эластичные нагреватели 4 обеспечивают идеальное повторение профиля шины и необходимую для вулканизации температуру, а пневмоподушки 3 равномерно распределяют усилие прижима. Управление и контроль за процессом вулканизации осуществляется при помощи электронного таймера-терморегулятора и регуляторов давления, расположенных на пульте управления 5.

Рис. 10. Электрический вулканизатор с эластичными нагревательными элементами: 1 — стойка; 2 — ремонтируемая покрышка; 3 — пневмоподушка; 4 — эластичный нагревательный элемент; 5 — пульт управления
Борторасширитель (рис. 11) предназначен для разведения бортов шин автомобилей при осмотре и ремонте местных повреждений. Они позволяют производить осмотр, шлифование, очистку от грязи, установку внутренней камеры и монтаж заплат.
Борторасширители можно разделить на механические и пневматические. Пневматические борторасширители оборудованы установочным столом и подъемником для фиксации шины, расширения ее бортов и подъема во время ремонта. Широкое основание обеспечивает большую устойчивость, что важно при работе с грузовыми шинами.
Борторасширители оборудуются источниками света на гибкой ножке, что позволяет тщательно осматривать внутреннюю поверхность шины. Расширение шины производится либо вручную, либо нагнетанием воздуха в пневмоцилиндры с помощью ножной педали.
Стенды для определения скрытых (внутренних) дефектов шин. Повреждения шины, кроме видимых наружных, могут быть и внутренними, которые определить сложно. Для этих целей используют пневмодефектоскопы, ультразвуковые установки, оптоэлектронные технологии и т.д., но их применение ограничено из-за высокой стоимости и сложности конструкции.

Рис. 11. Борторасширители: а — механические; б — пневматические
Примером стационарного диагностического стенда для автоматического определения скрытых дефектов шин является стенд МТТ 2020 компании Beissbarth. Конструкция стенда подобна конструкции балансировочных стендов. Колесо устанавливается на вал стенда при помощи быстрозажимного приспособления, а встроенный измерительный датчик автоматически определяет размер колеса.
Тестирующая головка на основе оптоэлектронной технологии при помощи лазерных датчиков диагностирует боковину шины колеса, которая делится на 7…9 сегментов, покрывающих всю окружность колеса (рис. 12). Микропроцессор перемещает тестирующую головку с сегмента на сегмент. Данные измерений, записанные тестирующей головкой, пересылаются в компьютер, обрабатываются, оцениваются и отображаются на мониторе. Вся последовательность тестирования для шины среднего размера занимает не более 1,5 мин.

Рис. 12. Деление шины на сегменты
Скрытый дефект шины становится видимым благодаря оптоэлектронной измерительной технологии и цифровому анализу изображения. Эта технология основана на неразрушающем дистанционном исследовании поверхности шины с помощью лазерного луча и последующей записи электронной CCD-камерой.
Данный метод, известный как сдвиговая фотография, использует информационные данные двух налагаемых поверх друг друга изображений. С помощью специальной процедуры определяется область, в которой изображение отличается одно от другого.
В стенде МТТ 2020 запись первого изображения шины производится при нормальном давлении, второе изображение регистрируется при другом значении внутреннего

Рис. 13. Изображение внутреннего дефекта шины
давления. Эти два изображения оцениваются при помощи компьютерной программы и результат выводится на экран монитора в виде графического изображения шины с указанием места расположения дефектов (рис. 13).
К внутренним дефектам, которые могут быть определены с помощью этого метода, относятся механические повреждения опорных элементов конструкции шины из-за нанесенного удара, разрезов, обрывов корда и области измерений.
Шероховальный инструмент (рис. 14) предназначен для подготовки внутренней поверхности шины к установке пластыря или заплаты. В состав такого инструмента входят проволочные и шероховальные щетки.

Рис. 14. Шероховальный и шлифовальный инструмент

Рис. 15. Абразивный инструмент
Абразивный инструмент (рис. 15) предназначен для тонкой обработки стального корда.
Инструмент для монтажа жгутов и вставок (рис. 16) применяется при ремонте мелких повреждений шин.
Пост накачивания грузовых колес (рис. 17) применяется для безопасного накачивания шин грузовых автомобилей. В его состав входят:
- бустер для взрывной накачки со шлангом высокого давления (вмонтирован в ресивер 60 л);
- устройство автоматического накачивания шин;
- пневмоблокировка дверей.

Рис. 16. Инструмент для монтажа жгутов и вставок

Рис. 17. Пост для безопасного накачивания шин грузовых автомобилей КС-115
Ошиповка шин производится с помощью шиповального пневмопистолета (рис. 18). Он предназначен для установки шипов противоскольжения в предварительно образованные отверстия при ошиповке шин автомобилей.
Проверка камер и бескамерных шин на герметичность, поиск проколов, порезов осуществляется опусканием подкаченной шины или камеры в специальную ванну с водой (рис. 19).

Рис. 18. Шиповальный пневмопистолет

Рис. 19. Ванна для проверки камер и шин
Ремонт камер. Поврежденные камеры ремонтируют, если они не повреждены нефтепродуктами, отсутствуют пористость и затвердевание стенок, нет пролежней глубиной более 0,5 мм в местах сгиба, размеры повреждений не превышают габаритных возможностей вулканизационных аппаратов (примерно 150 мм).
Горячая вулканизация. Подлежащие ремонту участки камер зашероховывают с помощью соответствующего инструмента, очищают от пыли и обезжиривают.
Небольшие повреждения (размером до 30 мм) ремонтируют наложением заплат из невулканизированной резины, большие — заплатами из вулканизированной резины. Подлежащее ремонту место маркируют направляющими линиями в радиальном и осевом направлениях. Заплата (пластырь) также маркируется продольными и поперечными линиями.
Заплату из невулканизированной камерной резины промазывают один раз клеем, накладывают на подготовленное место повреждения и прикатывают роликом от середины к краям. Заплату (пластырь) из вулканизированной резины шерохуют по краю на ширину 40…45 мм, промазывают клеем, просушивают и обкладывают со стороны, промазанной клеем, плоской сырой камерной резиной шириной 8…10 мм. Подготовленную таким образом заплату наклеивают на камеру и прикатывают роликом.
Камеры вулканизируют с помощью вулканизационных аппаратов. Ремонтируемую камеру накладывают заплатой на рабочую плиту и при помощи нажимного винта и прижимной плитки плотно прижимают, создавая давление 0,4…0,5 МПа. Продолжительность вулканизации 15…20 мин. Время вулканизации устанавливается на управляющем таймере, вулканизатор включается и поддерживает оптимальный температурный режим (около 160 °С) автоматически. Продолжительность процесса контролируется таймером. По окончании вулканизации вулканизатор автоматически отключается, однако сразу вынимать отремонтированную камеру не следует. Ее нужно выдержать 5…10 мин до охлаждения.
Отремонтированную камеру проверяют на герметичность погружением в надутом состоянии в ванну с водой.
С помощью вулканизатора можно приварить и новый сосок. Для этого применяют специальный переходник-грибок. С камеры аккуратно удаляют старый сосок, место вулканизации очищают, готовят и обезжиривают. Затем камеру укладывают на основание вулканизатора и на место установки помещают новый сосок. Придерживая его рукой, надевают переходник и фиксируют верхний прижим, из которого предварительно удаляют вставной сердечник. Далее процесс вулканизации аналогичен описанному выше.
Холодная вулканизация (рис. 20) производится с помощью специальных заплат (пластырей).
На концах повреждения (если оно имеет форму пореза) с обеих сторон убирают концентраторы напряжений, придав концам округлую форму.

Рис. 20. Порядок холодной вулканизации камер: а — разметка места ремонта; б — нанесение клея; в — удаление защиты с заплаты; г — прикатка заплаты
Подбирают подходящую по размерам повреждения заплату. Заплата должна по размерам перекрывать дефект со всех сторон:
- на 5…10 мм для камер легковых автомобилей;
- 10…15 мм для камер грузовых автомобилей.
Накладывают подобранную заплату по центру повреждения и производят разметку места ремонта точно по размеру выбранной заплаты для дальнейшей зачистки (см. рис. 20, а).
Внутреннюю поверхность камеры в месте ремонта по размеру выбранной заплаты шерохуют или наносят специальный очиститель (при малых размерах шины) и аккуратно удаляют загрязнения с помощью скребка. На место ремонта равномерным слоем наносят вулканизирующую жидкость (клей) (см. рис. 20, б) и просушивают (при пробе тыльной стороной пальца прилипания не должно быть). Время выдержки зависит от влажности и температуры воздуха. С заплаты удаляют защиту (см. рис. 20, в). Заплату укладывают на подготовленное место камеры и тщательно с усилием прикатывают прикаточным роликом от центра к краям (рис. 20, г).
Ремонт покрышек. Ремонту местных повреждений подлежат шины, снятые с эксплуатации из-за проколов, порезов и других механических повреждений каркаса и покровных резин, если их размеры не превышают установленных норм (табл. 2.1).
Технология ремонта больших повреждений. Перед ремонтом покрышку очищают от грязи и просушивают. Сушку рекомендуется производить в сухом отапливаемом помещении в течение суток для шин грузовых автомобилей и в течение 3 суток для шин легковых автомобилей. Допускается сушить место повреждения лампой или струей подогретого воздуха, при этом нельзя допускать прогрева резины выше 80 °С.
Шину обследуют на возможные скрытые повреждения и проверяют на целесообразность ремонта, учитывая условия эксплуатации и размер неремонтируемой зоны. Измерение неремонтируемой зоны производится от края борта вниз по внутренней стороне покрышки. Шины, имеющие повреждения корда в зоне Н (рис. 21), не подлежат ремонту. Размеры неремонтируемой зоны приведены в специальных условиях для каждого типа шин.
Для наложения пластыря поврежденный участок резины вырезают с наружной стороны шины в виде воронки. Производят шероховку наружной поверхности шины, используя дисковую карбидную фрезу. Зачистку места ремонта нужно делать под углом не менее 120° в боковой зоне шины (рис. 22, а) и 90° на беговой дорожке. Для предварительной грубой обработки резины следует применять низкооборотистую шлифмашинку (2500 об/мин). С наружной стороны шины рваные края повреждения срезают в виде воронки, полностью удаляя разлохмаченные нити текстильного корда, для ускорения этой операции используют колпачковый резец.
Таблица 1. Покрышки и бескамерные шины, пригодные для ремонта местных повреждений

Рис. 21. Зоны ремонта шины
Поверхность вокруг воронки зачищают для косметического ремонта на 10 мм (рис. 22, б). Если ранее в повреждение попала вода, то шину необходимо просушить, иначе оставшаяся влага может привести к расслоению каркаса при нагревании шины во время эксплуатации.
При внутреннем ремонте шины замеряют размер повреждения, выбирают нужный пластырь (рис. 23, а). Для точности установки через центр повреждения и пластыря проводят мелом осевые линии (рис. 23, б). Прикладывают пластырь и, совместив осевые линии шины и пластыря, обводят мелом зону механической зачистки, которая больше пластыря на 10 мм с каждой стороны (рис. 23, в).

Рис. 22. Подготовка шины к наложению пластыря: а — зачистка места ремонта; б — косметическая зачистка

Рис. 23. Подбор и установка пластыря: а — замер повреждения; б, в — разметка места ремонта; г — прикатка пластыря
Обрабатывают зону повреждения очистителем и с помощью скребка удаляют загрязнения. Используя низкооборотистую шлифмашинку с карбидной фрезой в виде полусферы, зачищают место ремонта внутри шины. После зачистки ремонтной поверхности карбидной фрезой рекомендуется дополнительно проводить шероховку специальной текстурной щеткой, что придает поверхности необходимую степень шероховатости. Удаляют пыль и резиновую крошку внутри и снаружи шины в месте ремонта с помощью щетки или пылесоса. Нежелательна очистка сжатым воздухом, так как он может содержать масло или влагу. Обезжиривание ремонтной поверхности после шероховки не производится, так как это приводит к уничтожению микротекстуры поверхности и тем самым снижает качество ремонта.
Внутреннюю поверхность промазывают клеем 1–2 раза с промежуточной сушкой до исчезновения блеска на поверхности (до легкого залипания). В зависимости от температуры и влажности воздуха, производителя клея, время высыхания может значительно различаться.
После просыхания устанавливают подготовленный пластырь со снятой пленкой. Согнув пластырь посередине, накладывают его на центр повреждения, ориентируясь по осевым линиям. Стрелка на этикетке пластыря должна быть направлена к борту шины. Сначала приклеивается центральная часть пластыря, затем концевые. Одновременно с приклеиванием из-под пластыря выдавливается воздух. В холодное время года перед установкой пластырь желательно прогреть феном до 40…60 °С для повышения эластичности и клейкости.
Прокатывают пластырь узким (3 мм) роликом крест-накрест от центра к краям (рис. 23, г). Для более качественной прокатки зону ремонта с внешней стороны следует прижимать рукой.
Жесткие многослойные пластыри после прокатки роликом необходимо дополнительно простучать пневмомолотком. Желательно использовать пневмомолоток с регулировкой частоты ударов. Для лучшего вытеснения воздуха из-под пластыря простукивание следует проводить от центра к краям. Простукивание молотком обеспечивает лучшее соединение пластыря с шиной и резко активизирует процесс холодной вулканизации. В результате простукивания происходит интенсивное перемешивание клея с агдезивом и прочность связи пластыря с шиной сразу возрастает на 20 % за счет присасывания пластыря к шине и вакуумирования поверхности под ним.
После установки пластыря производится косметический ремонт пореза с наружной стороны. Перед нанесением термоклея место ремонта необходимо хорошо просушить и при необходимости прогреть. По теплой резине наносят термоклей и дают ему высохнуть. В отличие от химического клея, термоклей не теряет своих свойств при длительной сушке и в случае загустения хорошо разбавляется очистителем.
После высыхания термоклея приступают к заполнению воронки сырой резиной, нарезанной на полоски 5…10 мм (рис. 24, а). Для повышения эластичности резину следует разогреть до 60 °С непосредственно перед использованием. Заполнять повреждение надо как можно плотнее, выдавливая из-под резины весь воздух. Эту операцию удобно проделывать кончиками ножниц.

Рис. 24. Косметический ремонт пореза с наружной стороны: а — заполнение повреждения сырой резиной; б — раскатка сырой резины; в — форма бугорка
Зачищенную поверхность вокруг воронки необходимо заклеить полоской сырой резины для улучшения внешнего вида.
Раскатывают сырую резину узким роликом, создав бугорок 3 мм по центру повреждения (рис. 24, б).
Накрывают место ремонта термостойкой пленкой, в которую упакован пластырь. Применение пленки предохраняет покрышку при проведении вулканизации.
Ремонт сквозных повреждений легковых шин производят на вулканизаторе. Внутрь шины вкладывают выравнивающий мешок с песком для равномерного обжима всей ремонтной зоны (рис. 25). Такие мешки изготавливают из старых автомобильных камер и на 80 % заполняют песком.
Для распределения давления на мешок с песком кладется металлическая пластина и шина устанавливается на лекало, повторяющее профиль наружной стороны. При зажимании вулканизатора центр давления должен приходиться на центр повреждения.

Рис. 25. Подготовка шины к вулканизации
Если повреждение находится в зонах, где пластырь обжать сложно (плечевая зона), то обжим надо производить через рычаг, передающий давление внутрь шины. В этом случае одним концом рычаг лежит на выравнивающем мешке, а другим — на регулируемой по высоте опоре. Через 1…2 мин, когда сырая резина разогреется, вулканизатор необходимо дожать. При этом рычаг должен принять горизонтальное положение, чтобы не происходило стягивания пластыря в сторону.
Время, необходимое для вулканизации резины на вулканизаторе, разогретом до 150 °С, выбирается из расчета 4 мин на 1 мм толщины резины. При установке на холодный вулканизатор время следует увеличивать на 20 мин, необходимые для разогрева до рабочей температуры.
После вулканизации следует дать пластырю остыть и можно сразу монтировать покрышку на диск. Накачивать отремонтированную шину до рабочего давления можно только после ее полного остывания и выдержки в течение 4 ч.
В целях безопасности и контроля отремонтированную шину рекомендуется устанавливать на заднюю ось автомобиля с правой стороны ремонтом наружу.
Технология ремонта небольших повреждений. Ремонт с помощью жгутиков или вставок. Осматривают шину и проверяют ее на герметичность для определения мест повреждений. Аккуратно удаляют повредивший шину предмет, определив при этом направление и размер повреждения.
Ремонт производят только на беговой дорожке. Давление воздуха в шине необходимо полностью сбросить. Если направление канала повреждения определить сложно, необходимо демонтировать шину с диска для его определения.
В канал повреждения вводят специальный инструмент (спиральное шило) и производят им вращательно-поступательные движения по часовой стрелке. Это пригладит неровности и выступающие нити корда, т.е. убережет жгут или вставку от повреждения при установке и эксплуатации. Шило должно входить в канал повреждения с небольшим усилием. Вытаскивают шило, вращая его в том же направлении (по часовой стрелке).
Наносят на спиральное шило клей (спеццемент), вставляют его (вращая по часовой стрелке) в отверстие и оставляют там.
Закрепляют в ушке шила жгутик или вставку, обеспечив при этом их симметричное расположение (рис. 26). Промазывают жгут или вставку клеем (спеццементом).
Вращая по часовой стрелке, удаляют спиральное шило из канала повреждения. Поступательным движением вводят шило со жгутиком до упора в канал повреждения и сразу же его вытаскивают (при установке не допускается вращение шила, так как это может привести к перекручиванию жгутика в канале повреждения и к поломке шила).
Если диаметр жгута или вставки мал для герметизации повреждения, то допустимо устанавливать их последовательно в два или несколько слоев (рис. 27).
Обрезают лишнюю часть жгутика или вставки на поверхности шины. Если повреждение находится на выступе протектора, нужно оставить 2 мм над основной поверхностью шины. Жгутик или вставку в канавке протектора отрезают заподлицо с ним. Накачивают шину и проверяют место ремонта на герметичность.

Рис. 26. Крепление жгутика (а) и вставки (б)

Рис. 27. Ремонт повреждений различного диаметра при помощи жгутиков: а — в один слой; б — в два слоя (наиболее часто используемый); в — в несколько слоев
Ремонт с помощью грибков. Демонтируют шину, определяют место повреждения и с помощью спирального шила — его направление и размеры. Установка грибка возможна, если угол наклона канала повреждения относительно внутренней поверхности шины составляет 90 10°.
Обрабатывают канал повреждения соответствующей борфрезой, соблюдая направление повреждения, сначала изнутри шины, затем с внешней стороны. Борфреза должна при этом входить в канал повреждения с небольшим усилием. Обработку с увеличением диаметра фрез необходимо производить до тех пор, пока вокруг повреждения и в его канале не останется трещин и других дефектов.
Тщательно зачищают с внутренней стороны шины вокруг места повреждения участок диаметром на 5…10 мм больше, чем шляпка грибка. Удаляют пыль пылесосом. На зачищенную под шляпку грибка поверхность наносят слой спеццемента и просушивают в течение 10 мин (при пробе тыльной стороной пальца должно ощущаться легкое прилипание).
Канал повреждения тщательно смазывают спеццементом, не допуская попадания клея на уже покрытую им поверхность шины под шляпку грибка.
Вставляют штифт грибка в канал повреждения изнутри шины и, захватив его плоскогубцами, вытягивают наружу до выхода резиновой части грибка на 10…15 мм над поверхностью шины, затем, захватив резиновый массив со штифтом, вытягивают до плотного контакта шляпки грибка с поверхностью шины. Прикатывают шляпку грибка роликом.
При ремонте бескамерных шин по периметру шляпки и на зачищенную вокруг нее поверхность шины наносят герметик.
Монтируют шину на диск, накачивают, срезают заподлицо с основной поверхностью шины технологическую часть грибка и проверяют шину на герметичность.
4. Основы технологии ремонта покрышек наложением протектора
Вкоэномически развитых странах автобусы и грузовики, включая прицепной состав, находящиеся в эксплуатации, на 40…60 % комплектуются восстановленными шинами.
Шины с изношенным протектором восстанавливают наложением (наваркой) нового протектора. Это экономически выгодно: стоимость восстановления составляет примерно 25 % стоимости новой шины. Обычно ресурс восстановленных шин достигает 40…60 %, а при использовании высококачественных резиновых смесей — почти 100 % ресурса новых шин. Диагональные шины можно восстанавливать два, а иногда и три раза; радиальные, как правило, восстанавливаются однократно.
В настоящее время существует два основных способа восстановления шин: горячий и так называемый холодный. В обоих случаях производится наложение на изношенную покрышку нового протектора методом вулканизации. В первом случае температурный нагрев достигает 120…160 °С, во втором — 100 °С.
Производственный цикл восстановления протектора холодным способом состоит из семи основных операций. Первая из них — контроль состояния каркаса перед началом процесса восстановления. Затем происходит шероховка каркаса до опасной толщины резины над первым слоем корда не более 1,0…1,5 мм, потому что каждый дополнительный миллиметр, оставленный над слоем корда, дает дополнительный нагрев резины в этом слое в 5 °С, что имеет большое значение при движении летом в жарком климате.
Если не выдерживать этот параметр, может отслаиваться протекторная лента.
После шероховки шины дается заключение о годности шины, поскольку только в этом случае можно обнаружить дефекты шины. Следующей операцией является ремонт поврежденных участков, выявленных при шероховке. Каждый из них очень тщательно разделывается и закрывается дополнительным пластырем. Затем в специальной камере наносится связывающий раствор, который скрепляет каркас и соединительную резину.
Следом за этим производится нанесение на подготовленный каркас слоя разделительной резины и нового протектора.
После этого колесо помещается в оболочку, которая затем подключается к вакуумной системе, и из-под нее откачивается воздух. Далее колесо помещается в автоклав.
Как указывалось ранее, вулканизация происходит при температуре 100 °С в течение 4 ч. Внутри автоклава нагнетается давление 0,6,5 МПа, давление под оболочками — 0,5 МПА. Таким образом, перепад давления в 1,5 атм, как мощный равномерный пресс, весь период вулканизации придавливает эту композицию (протектор и каркас), в результате чего образуется прочное соединение материала каркаса и протектора без существенного перепада свойств. По внешнему виду восстановленные шины не отличаются от новых.
Один цикл восстановления с подготовкой занимает примерно 3…4 ч (сама подготовка) и 4 ч — вулканизация в автоклаве. Производительность, в основном, зависит от емкости автоклава. Обычно стандартный автоклав позволяет одновременно загружать 12 покрышек, производительность автоклавов большей размерности составляет 22 шины.
Самыми ходовыми шинами, восстанавливаемыми холодным способом, являются покрышки размерностью 385/65R22, 315/70R22.5, 315/80R22.5, 235/80R22.5.
По опыту эксплуатации можно констатировать, что при установке на ведущем мосту автомобиля и осях полуприцепа восстановленные шины проходят 180…200 тыс. км.
При горячем способе восстановления после процессов дефектовки, мойки и сушки производится срезание старого протектора и шероховка поверхности. Обработанная покрышка позволяет провести окончательный контроль с использованием сканеров различного типа. Далее на зашерохованную часть распыляют клеевой раствор и наносят тонкий промежуточный слой соединительной резины.
Протектор может наноситься двумя способами. Первый из них предусматривает наложение одного слоя толстой нерифленой резины и невулканизированной протекторной ленты. Он требует высокого качества работ. Нужна точная подгонка ленты по длине окружности каркаса, хорошая ее прокатка для удаления остатков воздуха, заделка места стыка, которая наиболее ответственна. Второй способ заключается в навивке нескольких слоев жгута из невулканизированной протекторной резины. Он характеризуется большей трудоемкостью работ, но в то же время позволяет использовать более доступные ремонтные материалы, поскольку навивка жгута происходит в автоматизированном режиме.
После этого покрышку с новым слоем укладывают в специальный формовочный аппарат, где и происходят вулканизация и опрессовка протектора. Технология изготовления близка к той, что используется при производстве новых шин. Каждая пресс-форма выдерживает определенное число восстановлений. Чем сложнее рисунок протектора, тем форма дороже и тем быстрее разрушаются ее ребра.
Шины восстанавливаются по первому или второму классу (ранее использовался термин «категория»).
К первому классу относятся покрышки без повреждения кордной ткани с ограниченным числом проколов (до пяти в зависимости от их диаметра, но не больше 10 мм). Эти покрышки можно устанавливать без ограничения на все виды транспорта, кроме передней оси междугородных автобусов.
Ко второму классу относятся покрышки, имеющие ограниченные повреждения каркаса, брекера. Эти покрышки запрещается устанавливать на передние оси легковых автомобилей, городских автобусов, троллейбусов, а также на любую ось междугородных автобусов.
Покрышки радиальной конструкции для легковых автомобилей и покрышки диагональной конструкции с нормой слойности 4 принимаются к восстановлению только по первому классу. Кроме приведенных ограничений, шины легковых автомобилей принимаются на восстановление, если с момента их выпуска предприятием-изготовителем прошло не более 10 лет.
Гарантийные нормы пробега указаны в табл. 2.
Таблица 2. Гарантийные нормы пробега шин, прошедших восстановление методом наложения протектора (ТУ РБ 05781278.001–99), тыс. км
Наименование шин Класс шин 1-й класс 2-й класс Шины диагональной конструкции: для легковых автомобилей 17,0 15,0 малотоннажных (до 2 т) автомобилей и микроавтобусов 22,0 17,0 средних и тяжелых грузовых автомобилей и автобусов типа ПАЗ 29,0 23,0 автобусов типа ЛАЗ, ЛиАЗ и троллейбусов 32,0 25,0 Шины радиальной конструкции: для легковых автомобилей 20,0 17,0 малотоннажных (до 2 т) автомобилей и микроавтобусов 20,0 17,0 средних и тяжелых грузовых автомобилей и автобусов типа ПАЗ 32,0 23,0 автобусов типа ЛАЗ, ЛиАЗ и троллейбусов 34,0 26,0 Перечисленные способы восстановления шин (холодный и горячий) активно применяются для ремонта шин, устанавливаемых на ведущие мосты грузовиков, автобусов и оси прицепов и полуприцепов.
5. Перечень и технология работ ТО шин в условиях АТО, применяемое оборудование
Техническое обслуживание шин должно производиться при каждом первом и втором техническом обслуживании (ТО-1 и ТО-2) автомобиля.
При проведении ТО-1 автомобиля одновременно выполняются следующие работы по шинам и ободьям:
- осмотр шин с целью определения их пригодности к дальнейшей эксплуатации: удаляются застрявшие посторонние предметы в протекторе, боковине, между сдвоенными колесами; выявляются шины, имеющие механические повреждения; проверяется исправность вентилей, золотников, наличие колпачков; определяется пригодность шин по износу протектора и подбору шин по осям автомобиля;
- осмотр ободьев для определения дальнейшей пригодности к эксплуатации;
- проверка крепления колес и их элементов; проверка затяжки колес и их затяжка должны производиться в определенной последовательности (рис. 28).
Замер внутреннего давления производится в полностью остывших шинах автомобиля, в том числе и в запасной, манометром, показания которого должны быть сверены с показаниями контрольного манометра. При необходимости давление в шинах следует довести до нормы. Результаты замеров внутреннего давления в шинах заносятся в журнал.
Для автоматического накачивания шин грузовых и легковых автомобилей применяются воздухораздаточные колонки с разными диапазонами давления накачки.
Колонка может обеспечить:
- автоматическое накачивание до заданного оператором давления;
- очистку воздуха от механических примесей и влаги;
- контроль утечки воздуха из шины;
- предварительное накачивание до заданного повышенного давления для усадки шины и контроля утечки;
- цифровую индикацию установленного давления;
- быстрый ввод заданных давлений из памяти.

Рис. 28. Пример затяжки колесных гаек грузового автомобиля (1…10 — порядок проверки и затяжки гаек)
Колонка может крепиться как к стене здания, так и к шиномонтажному станку.
Измерение глубины рисунка протектора может производиться с помощью обычного штангенциркуля с глубиномером или специальными измерителями глубины рисунка протектора (рис. 29).
Измерение остаточной высоты рисунка протектора должно проводиться на участке, ширина которого равна половине ширины беговой дорожки шины, который находится по центру беговой дорожки протектора и имеет наибольший износ (рис. 30). Ширина зоны в должна быть не более половины ширины беговой дорожки б, т.е. в ≤ 0,5б. Длина зоны а должна быть не более 1/6 длины окружности, т.е. a ≤ 1/6 · 2R, где R — свободный радиус ширины. Остаточная высота протектора не должна измеряться в местах расположения уступов у основания элементов рисунка протектора и полумостиков в зоне пересечения канавок (рис. 31, а).
Для шин, имеющих сплошное ребро по центру беговой дорожки, измерение высоты рисунка протектора производится по краям этого ребра (рис. 31, б), для шин повышенной проходимости — между грунтозацепами по центру или в местах, наименее удаленных от центра беговой дорожки, но не по уступам у основания грунтозацепов и не по полумостикам.
На шинах с индикаторами износа предельно допустимая высота рисунка протектора определяется по проявлению индикаторов (рис. 31, в).

Рис. 29. Измерители глубины рисунка протектора шин: а — пластмассовый; б — металлический; в — электронный

Рис. 30. Зона измерения износа протектора шины: R — наружный радиус шины; а — длина зоны измерения; б — ширина беговой дорожки шины; в — ширина зоны измерения

Рис. 31. Места измерения износа шины: а — имеющей полумостики у основания канавок; б — имеющей сплошное ребро по центру беговой дорожки; в — имеющей индикаторы износа; b — зона измерения глубины рисунка протектора; hост — остаточная высота рисунка; hпр — предельная высота рисунка
При обнаружении каких-либо недостатков шин и ободьев необходимо принять меры к их устранению.
При проведении ТО-2 на автомобиле одновременно проводятся работы по шинам и ободьям в объеме ТО-1, а также проверка схождения и развала колес и их балансировка.
Перестановку колес автомобиля рекомендуется производить согласно рекомендациям заводов — изготовителей автомобилей, а также при технической необходимости, которая определяется владельцем транспортных средств (на автотранспортных предприятиях — комиссией по определению пригодности шин к эксплуатации). Основанием для перестановки могут служить:
- необходимость подбора шин по осям и сдвоенным колесам;
- необходимость установки на переднюю ось более надежных шин (без механических повреждений и др.);
- выявленный неравномерный или интенсивный износ рисунка протектора.
6. Заправка шин азотом
Основными составляющими воздуха являются азот (N2) — 78 % и кислород (O2) — 21 %. Молекулы азота имеют больший размер, чем молекулы кислорода. В целом, воздух внутри шины состоит из кислорода, азота и пара, но утечку давления образуют O2 и пар, потому что эти молекулы намного меньше и быстрее проходят через стенки шин. Еще один из негативных моментов использования сжатого воздуха — это окислительные свойства кислорода и водяного пара. Проходя через камеру, кислород окисляет корд, бортовое кольцо и диск, что влияет на прочность шины, а соответственно и на безопасность вождения.
В наполненной сжатым воздухом шине утечка будет составлять 0,08 кгс/см2 за месяц. Кислород проходит сквозь стенки шины на 30…40 % быстрее, чем азот, и утечка будет продолжаться, пока частичное давление газов не уравняется. Таким образом, если количество кислорода в шине не будет превышать 5 % для легковых шин и 2,5 % для грузовых, соотношение частичного давления газов внутри и снаружи шины будет сбалансировано и утечки происходить не будет. Этот эффект достигается путем наполнения шины азотом.
Преимущества использования азота для накачки шин состоят в следующем:
- предотвращение старения шины и коррозии диска, так как отсутствует влага, масло, пыль (частицы, которые снижают долговечность колеса);
- снижение вероятности взрыва шины — отсутствует нагрев шины на больших скоростях и при «подклинивании» тормозной системы, так как нет кислорода, который является элементом расширения, что особенно важно для грузовых автомобилей;
- повышение стабильности давления в шине — известно, что давление в шине рекомендуется проверять с периодичностью раз в две недели. Использование азота позволяет проводить эту процедуру в три раза реже;
- улучшение сцепления с дорогой — по сравнению с воздухом, который обычно подвергается сильному влиянию изменений температуры и давления, азот в чистом виде обладает повышенными демпфирующими свойствами, т.е. колесо работает как дополнительный амортизатор.
Выработка азота и накачка шин азотом осуществляется с помощью специальных устройств — азотных генераторов (рис. 32), которые могут использоваться и как обычные компрессоры для использования воздуха в различных целях, например при работе с пневмогайковертом.

Рис. 32. Азотный генератор
Вращающиеся азотные генераторы являются стационарными устройствами, которые используются для преобразования воздушной смеси. Для удаления значительной части кислорода из воздуха последний проходит несколько степеней обработки:
- закачка в рабочую систему воздуха, сжатого под давлением не менее 8 кгс/см2;
- многоуровневая фильтрация, в результате которой воздух обезжиривается, очищается от влаги, примесей масел, ароматических гидрокарбонов;
- отделение молекул азота пропуском воздуха через специальные мембраны.
После полного цикла обработки на выходе получается азот с содержанием кислорода не более 5 %.
7. Балансировка колес
Балансировка колес существенно влияет на долговечность некоторых элементов автомобиля при движении на высокой скорости. Ее нарушение приводит к появлению центробежных сил, возрастающих пропорционально квадрату скорости и создающих дополнительные динамические нагрузки на подшипники колес, детали подвески рулевого управления, вызывает их биение, изменяет углы установки управляемых колес, усиливает неравномерность изнашивания протектора за счет его проскальзывания и ухудшения сцепления с дорогой. Причиной возникновения дисбаланса является неодинаковое распределение материала в шине, ободе, ступице. Внешне дисбаланс проявляется в виде колебаний колеса в вертикальной, горизонтальной или одновременно в обеих плоскостях. Дисбаланс, возникший в результате погнутости диска, заметен даже на невысоких скоростях.
Различают статический и динамический дисбаланс колес.
Статический дисбаланс характеризуется неравномерным распределением массы колеса по диаметру. Он определяется центром тяжести неуравновешенной массы колеса относительно оси вращения. В зависимости от размера шин статический дисбаланс для колес легковых автомобилей должен быть 1…5 Н · см.
Статическую балансировку колес можно выполнять на автомобиле. Для этого вывешивают колесо, при необходимости сближают тормозные колодки и ослабляют подшипники передних колес. Колесо вращают легким толчком сначала в одну, а затем в другую сторону до полной его остановки. Отмечают мелом низшие точки для обоих случаев (1´ и 1´´ на рис. 33, а). Определяют наиболее «тяжелое» место колеса, которое находится между этими точками (точка 1). На противоположной стороне обода колеса устанавливают балансировочный грузик.
Динамический дисбаланс характеризуется неравномерным распределением массы не только по диаметру, но и по ширине колеса. Если при статической балансировке грузик 2 (рис. 33, б) помещен по другую сторону от неуравновешенной массы в точке 1, то при вращении колеса возникает центробежная сила Р, стремящаяся повернуть колесо относительно оси вращения (рис. 33, в). При повороте колеса вокруг оси на 180° центробежная сила будет иметь противоположное направление. В результате возникает боковое биение колеса, вызывающее проскальзывание шины поперек дороги и интенсивное пятнистое изнашивание протектора.
Динамическую балансировку выполняют на специальных станках, позволяющих с достаточно большой точностью устранять дисбаланс колес. Принцип работы станка заключается в следующем (рис. 34). Вал, на котором установлено колесо, вращается в двух самоустанавливающихся шарикоподшипниках, которые воздействуют на пьезокерамические датчики силы, преобразующие реак цию опоры в подшипниках в пропорциональный электрический сигнал. Сигналы поступают на показывающий прибор или дисплей.

Рис. 33. Схема неуравновешенности колеса: 1 — точка неуравновешенной массы; 2 — балансировочный грузик

Рис. 34. Принципиальная схема балансировочного станка: 1 — колебательная система; 2 — датчик; 3 — вал; 4 — балансируемое колесо; 5 — электронно-измерительный блок; 6 — регистрирующая система
Современные станки для балансировки колес (рис. 35) имеют электронное управление. В корпус станка встроены узел вала балансировочной машины и система привода вала. На валу приводного двигателя установлена муфта, обеспечивающая запуск и торможение вала с балансируемым колесом. Торможение осуществляется приводным двигателем. Измеренные габаритные размеры колеса и расстояние до диска колеса автоматически вводятся в память компьютера станка. После балансировки обеспечивается автоматическая остановка вращающегося колеса в положении установки грузиков. Результаты балансировки и измеренные значения отображаются на цветном дисплее и могут сопровождаться голосовым сообщением.

Рис. 35. Станок для балансировки колес: 1 — подъемник для колес; 2 — система подкачки шин; 3 — рукоятка управления подъемника колеса; 4 — ящики для грузиков; 5 — выдвижной ящик принтера; 6 — клавишное управление стендом; 7 — дисплей; 8 — защитный кожух; 9 — нагрузочный роллер; 10 — шпиндель
Балансировка может производиться в двух режимах: с точностью балансировки до 5 или до 1 г. Весь цикл измерения занимает обычно 2,5 с.
Балансируемое колесо на момент измерения закрывается защитным кожухом, выключение станка автоматическое.
Станки нового поколения осуществляют электронную самоблокировку и самодиагностику.
Для приближения результатов балансировки к естественным условиям некоторые производители вводят в состав стендов прижимные ролики (нагрузочные роллеры), которые нагружают шину. Шина при этом деформируется, что соответствует реальным условиям ее поведения при движении.
В состав станков для балансировки колес могут входить специальные опции для измерения биения резины (рис. 36, а) и автоматического измерения ширины колеса (рис. 36, б).
Грузики могут устанавливаться на колесо по закраинам обода с помощью специальных пружин или наклеиваться на внутреннюю часть диска колеса (рис. 37).
Вес выпускаемых стандартных грузиков, как правило, кратен 5 г. В большинстве случаев фактический дисбаланс колеса не кратен 5 г

Рис. 36. Специальные опции балансировочных станков: а — для измерения биения резины; б — для автоматического измерения ширины колеса

Рис. 37. Наклеивание грузиков на диск колеса: 1 — наклеивание грузика на наружную часть диска; 2 — наклеивание грузика на внутреннюю часть диска; 3 — грузики
(например, 17 г: в случае установки грузика в 15 г будет не хватать 2 г, а в случае установки 20 г 3 г будут лишними). Вследствие этого более точная балансировка при традиционных измерениях может быть осуществлена только в несколько приемов. Применяемая в современных балансировочных станках технология прямого измерения (рис. 38) позволяет найти место установки и определить массу грузика так, чтобы возникающая погрешность оказалась минимальной.
Например, дисбаланс левой стороны 23 г, правой — 18 г, положение 50°. Математическое приближение с помощью станка более старых лет выпуска: левая сторона — 25 г, правая сторона — 20 г, положение 50°. В итоге статический дисбаланс 4 г.
Технология нахождения места установки и массы грузиков с помощью современного балансировочного станка позволяет выполнить автоматическую минимизацию статического дисбаланса со следующим математическим приближением: левая сторона — 20 г, правая сторона — 20 г, положение 49°. В итоге статический дисбаланс 1 г.

Рис. 38. Схемы измерения при установке грузиков: а — при традиционном измерении; б — при прямом измерении; L — параметры установки по ширине колеса; D — параметры установки по диаметру колеса; положения грузов: I — при расчете; II — при установке
Кроме станков для балансировки колес с приводом от электродвигателя, могут применяться и стенды с ручным приводом (рис. 39). Такие станки компакты, дешевы, просты в управлении. Они не требуют установки защитного кожуха, так как скорость вращения колеса не превышает 100 об/мин. Балансировка колес может производиться и без их снятия с обода колеса (рис. 40). При таком способе не требуется снятия колес с автомобиля, при этом не только уравновешивается суммарное воздействие всех вращающихся масс колеса (ступицы, тормозного барабана или диска), но и выявляется неуравновешиваемость ступиц колес, подшипников и т.д.

Рис. 39. Станок для балансировки колес с ручным приводом

Рис. 40. Схема работы станка для балансировки колес без снятия с автомобиля: а — общая схема; б — статический дисбаланс; в — динамический дисбаланс
Для выполнения статической балансировки колес передний мост автомобиля вывешивают так, чтобы рычаги подвески могли перемещаться свободно. Датчик 7, присоединенный к нижнему рычагу 6 подвески (при статической балансировке) или к опорному тормозному щиту 5 (при динамической), преобразует колебания колеса в электрический сигнал.
Принцип работы этих станков следующий. Вывешенное автомобильное колесо 4 раскручивают фрикционным шкивом 1 электродвигателя стенда до частоты, соответствующей скорости 120…170 км/ч, что превышает резонансную частоту вращения, после чего станок убирают. Колесо продолжает вращаться до останова.
Статическая неуравновешенность колеса обусловливает его вертикальные колебания, которые через рычаги подвески воспринимаются датчиком. На измерительное устройство стенда пропускаются импульсы от самых нижних точек этого сигнала, соответствующих моментам прохождения тяжелой точки колеса через плоскость установки датчика 7. По амплитуде импульсов на стрелочном индикаторе 3 определяют необходимый вес балансировочных грузиков. Импульсы также заставляют срабатывать стробоскопическую лампу 2, при вспышках которой колесо кажется неподвижным. Данное его положение запоминается оператором по какой-либо метке, находящейся на шине. После торможения колеса, если его остановить в том положении, при котором запоминалась метка, самая тяжелая масса колеса окажется в зоне установки датчика.
При устранении статического дисбаланса грузики 8 устанавливают равномерно на обе стороны обода, чтобы не вызвать динамического дисбаланса. Балансировку повторяют до тех пор, пока колесо не окажется статически уравновешенным.
При устранении динамического дисбаланса грузики устанавливают по диагонали, чтобы не вызвать статического дисбаланса (рис. 41). Динамическую балансировку производят аналогично. Однако датчик 1 устанавливают горизонтально и присоединяют к передней части опорного диска на уровне горизонтального диаметра.
Амплитуда электрического сигнала зависит как от значения дисбаланса, так и от жесткости пружины, состояния амортизатора, размера колеса, поэтому вес балансировочных грузиков определяется приблизительно, что требует повторения балансировки (обычно 1–2 раза) до тех пор, пока показания стенда не окажутся в пределах допуска массы грузика (приблизительно 5…10 г). Динамическую балансировку проводить значительно труднее, так как сложно обеспечить надежный контакт датчика с опорным тормозным щитом.

Рис. 41. Схема установки станка при динамической (а) и статической (б) балансировке: 1 — датчик; 2 — фрикционный шкив; 3 — соединительный кабель; 4 — стрелочный индикатор; 5 — стробоскопическая лампа
Недостатком таких станков является их недостаточная точность и сложность балансировки ведущих колес автомобиля. Показания станка зависят от жесткости пружины, массы колеса, состояния амортизатора и т.д. Точность балансировки на этом стенде во многом зависит от опыта лица, производящего балансировку. В последнее время ряд зарубежных фирм выпускает передвижные станки только для статической балансировки. Работа на передвижных станках требует более высокой квалификации оператора.
Балансировка колес грузовых автомобилей может производиться как непосредственно на ступице, так и снятых с автомобиля на специальных стендах.
Балансировка колеса на ступице проводится следующим образом. Для этого необходимо:
- отвернуть колесные гайки, снять колесо со ступицы, тщательно очистить его от грязи и промыть;
- снять крышку ступицы, отвернуть гайки крепления подшипников, снять ступицу с тормозным барабаном и с наружным подшипником с цапфы поворотного кулака; все тщательно очистить от грязи, полностью удалить смазку из ступицы и подшипников, а затем промыть (наличие грязи и масла может повлиять на правильность балансировки колес);
- выпрессовать из ступицы манжету, не допуская ее повреждения;
- установить ступицу с тормозным барабаном на прежнее место и отрегулировать подшипники так, чтобы ступица свободно вращалась, но не имела осевого зазора;
- установить колесо на ступицу и закрепить его;
- проверить балансировку колеса в сборе с шиной, поворачивая его в различные положения вокруг оси.
При наличии дисбаланса колесо остановится тяжелой частью вниз. Для устранения дисбаланса на верхнюю, наиболее легкую часть колеса нанести отметку меловой чертой.
Затем следует повернуть колесо на 90° поочередно в обе стороны, чтобы грузик располагался по горизонтальной оси. Если колесо не остановится в любом из этих положений, а возвратится в первоначальное (грузиком вверх), то рядом с первым грузиком следует прикрепить второй грузик, после чего повторить операцию.
При продолжении балансировки колеса все последующие грузики прикрепляют симметрично по обе стороны от первого грузика, как это указано на рис. 42, а. Балансировку нужно продолжить до достижения равновесия колеса.

Рис. 42. Порядок (а) и способ (б) установки грузиков на колесе при балансировке на ступице: 1…5 — грузики
Если колесо после установки очередного грузика не возвращается в положение грузиком вверх, а опускается грузиком вниз, то установленный грузик снимают и колесо считают отбалансированным.
В случае, когда имеется значительный дисбаланс и нет возможности устранить его с помощью пяти грузиков, колесо рекомендуется демонтировать и повернуть покрышку относительно обода до достижения наименьшего дисбаланса, после чего вновь провести балансировку.
После устранения дисбаланса грузики должны быть правильно установлены на ободе в отмеченных при балансировке местах. Установку грузиков на место осуществляют рукояткой отвертки или молотком, предварительно отжав борт покрышки от бортового кольца монтажной лопаткой (рис. 42, б).
Для снятия грузика с обода нужно отжать монтажной лопаткой борт покрышки от обода и снять грузик отверткой так, чтобы усилие при снятии груза было направлено в сторону от колеса.
После балансировки колеса и установки грузиков следует пометить мелом положение колеса на ступице, снять колесо и ступицу с тормозным барабаном с цапфы поворотного кулака. Запрессовать в ступицу манжету, заложить смазочный материал, надеть ступицу, установить колесо на прежнее место, соблюдая правильность сборки, регулировки подшипников и смазки.
Балансировку колес в обязательном порядке надо проводить при монтаже новых шин, а затем при каждом ТО-2. Учитывая особенность работы стационарных и передвижных стендов и опыт работы крупных таксомоторных парков, можно рекомендовать применять стационарные стенды на шиномонтажных участках и в зонах ТО-2, а передвижные — на поточных линиях ТО-1 для статической балансировки ведомых колес.
Источник https://rustaste.ru/instrument-dlya-kuzovnogo-remonta-svoimi-rukami.html
Источник https://kuzzov.ru/slesarnyj-remont-avtomobilej-eto/
Источник https://extxe.com/16997/remont-i-tehnicheskoe-obsluzhivanie-shin-i-diskov-koles/





